激光粉床熔融过程中的残余热量对熔池几何形状的影响
Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process
Subin Shrestha * and Kevin Chou
J.B. Speed School of Engineering, University of Louisville, Louisville, KY 40292, USA
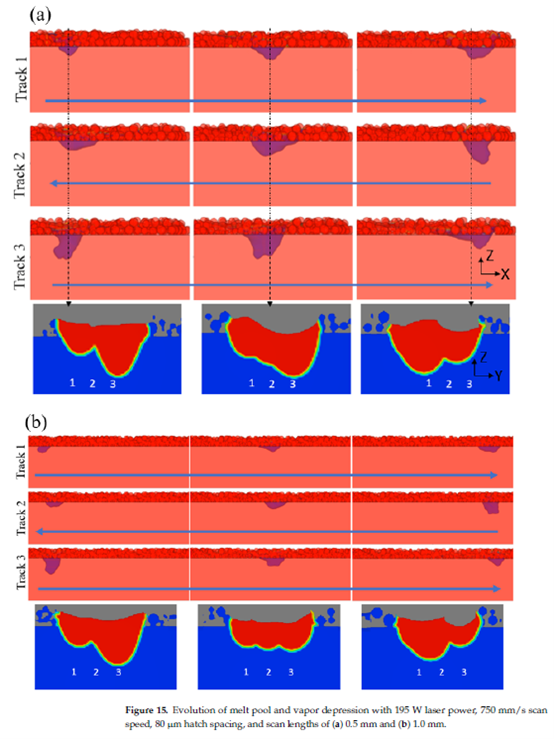
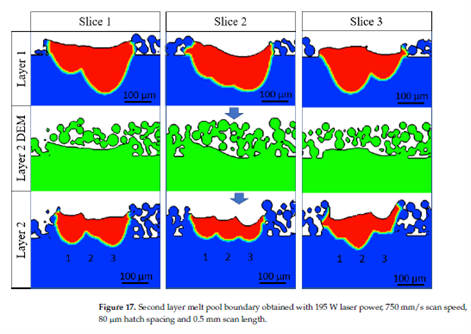
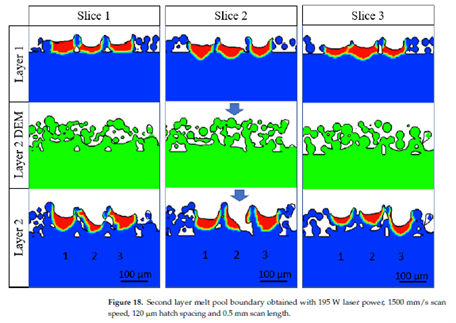
这篇论文是关于激光粉床熔融增材制造过程中,残余热量对熔池边界和表面形态的影响的研究。研究结果表明,残余热量对熔池的生命周期和微观结构形成有显著影响。在多层加工时,第一层表面形态对第二层的实际粉层厚度有影响,进而影响第二层的形成。除此之外,扫描长度对表面形态和微观结构也有显著影响。因此,需要根据扫描区域进行参数定制以减少零件质量问题。
以下分为实验和数值模拟两个部分进行说明。
一、实验
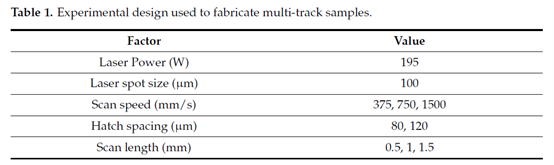
激光加工参数:
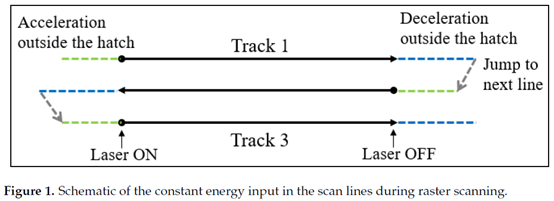
操作流程:
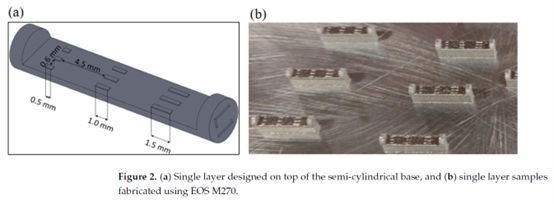
实验样品:
二、数值模拟
粉床制作流程:
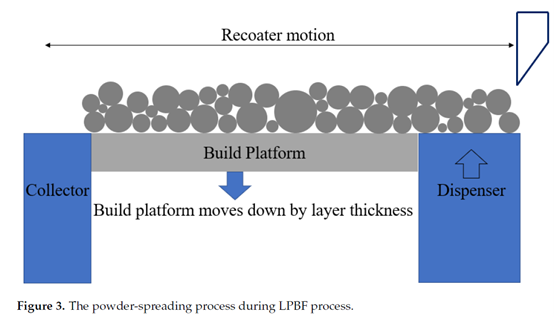
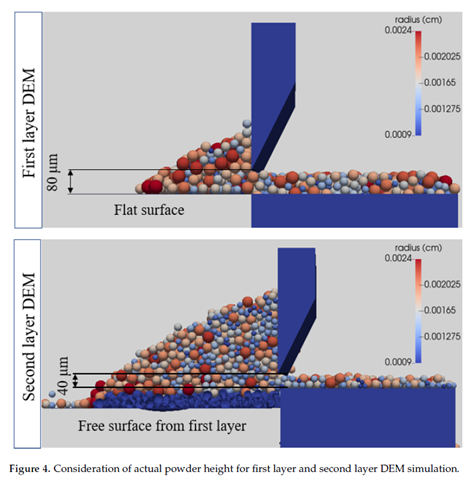
第一层DEM模拟:使用80µm的层厚,模拟第一层的粉末扩散过程。
将完成后的第一层粉床图档导入至FLOW-3D进行激光加工仿真。模拟完成后,利用所形成的表面进行第二层DEM模拟。
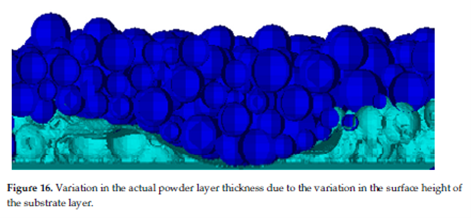
第二层DEM模拟:将第一层粉床降低80µm(第一层层厚)。由于第一层仿真已考虑了收缩,因此第二层层厚减少到40µm。这种方法可以探讨第一层固有表面粗糙度对第二层粉末分布和层厚的影响。模拟结束后,可以看到第一层和第二层之间的间隙情况。
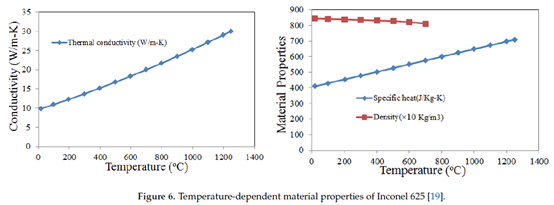
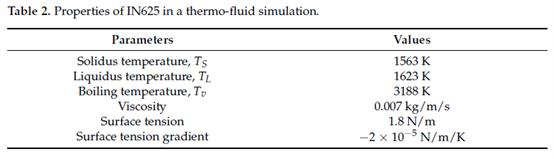
仿真设定及材料规格:
研究流程:
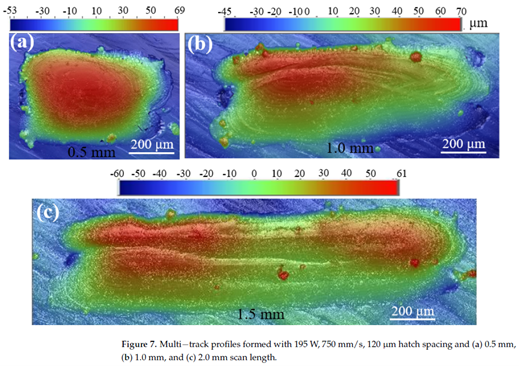
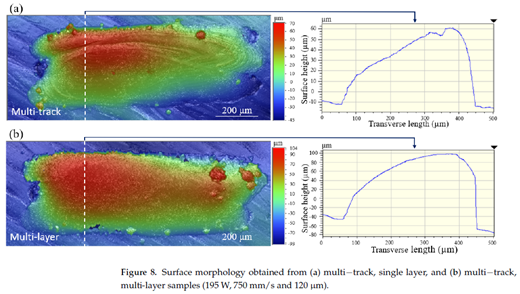
使用白光干涉仪获得多道和多层样品的表面形貌。
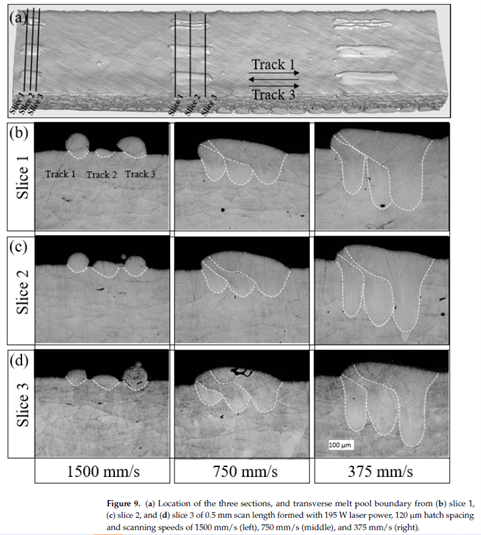
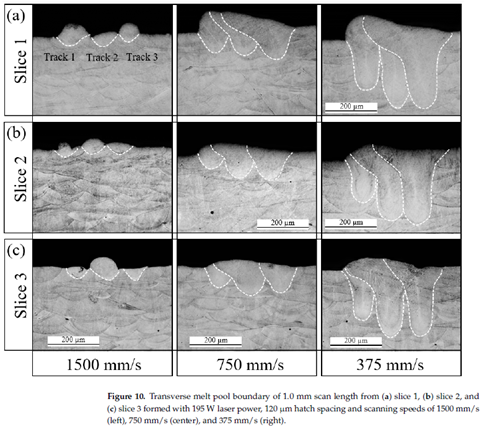
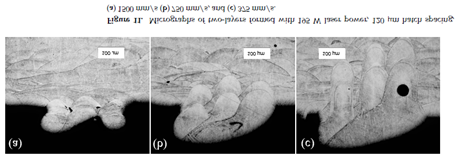
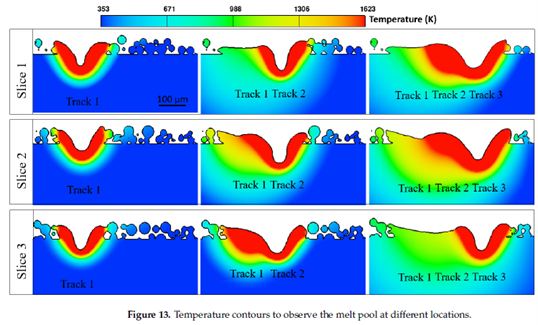
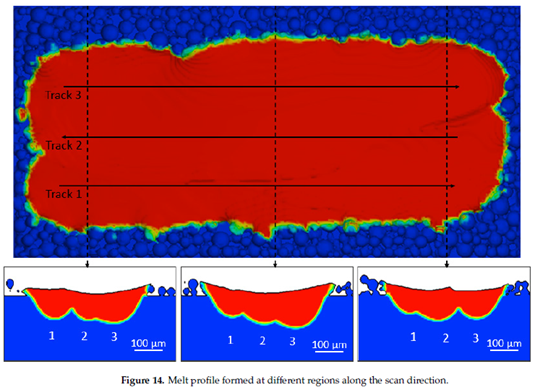
进行金相分析以确定熔融模式,并观察沿扫描方向不同区域横向熔池边界的变化。
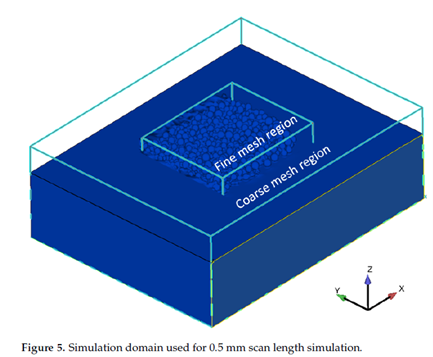
FLOW-3D数值模拟:
第一层加工后的表面状况会对第二层粉末堆积造成影响。
三、结论
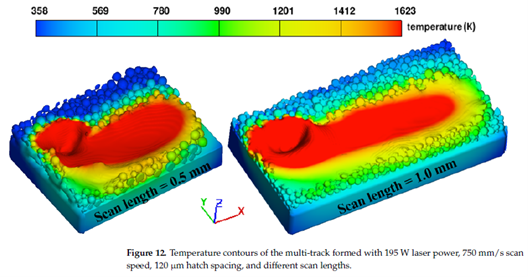
本文进行了实验和数值研究,以了解扫描长度对多道和多层制造过程中残余热量和熔池行为的影响。使用EOS M270制造了材质为IN625的多道样品,扫描长度为0.5毫米,1毫米和1.5毫米。最初使用白光干涉仪测量表面轮廓。然后进行了金相学研究,揭示了横向熔池剖面,并观察了沿激光扫描方向的熔池形状变化。另外,以热流数值模型(FLOW-3D)进行分析,以了解样品不同区域熔池差异的机理。
研究结果表明,扫描长度和扫描间距对熔池行为具有显著影响。此外,第一层的表面轮廓会影响第二层的实际粉层厚度,并影响第二层的形貌。