应用数值模拟和回归分析于熔覆路径几何形状预测
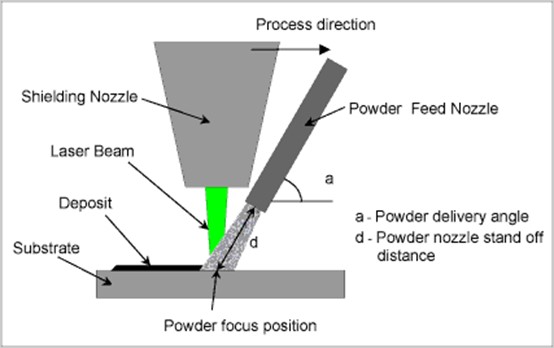
激光金属沉积(送粉)
• 以功能梯度材料制造复杂几何形状的产品
• 预混合不同的粉末,形成定制合金
• 零件尺寸精度高
• 仿真有助于粉末喷出速率和激光参数的工艺优化
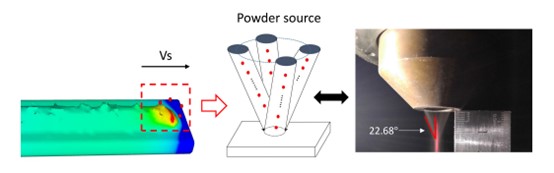
激光金属沉积(送粉)FLOW-3D AM 仿真

案例研究:应用数值模拟和回归分析于熔覆路径几何形状预测
Shuhao Wang, et al. Multi-physics modeling and Gaussian process regression analysis of cladding track geometry for direct energy deposition, (2019),
https://doi.org/10.1016/j.optlaseng.2019.105950.
本案例由东北大学 (Northeastern University) 与新加坡国立大学(National University of Singapore) 共同完成,研究目标在于了解工艺参数对于熔覆路径几何形状的影响。
在此研究中,工艺参数包含了
1. Laser Power(激光功率)
2. Powder feed rate(送粉速率)
3. Scan speed(扫描速度)
本研究采用方差分析法(Analysis of variance, ANOVA)进行评估。
数据报含了
• 实验
• 数值模拟
• 高斯过程回归模型(Gauss process regression (GPR) model)
研究中采用了24组实验数据以验证仿真与GPR模型。
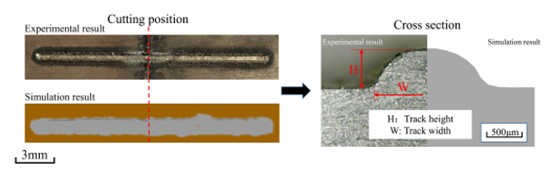
数据比对后得到下列结果
• Track width error < 10%(仿真与实验路径宽度误差<10%)
• Track height error < 12.5%(仿真与实验路径高度误差<12.5%)
• GPR prediction error < 5.13% compared with simulation(GPR预测模型与仿真误差<5.13%)
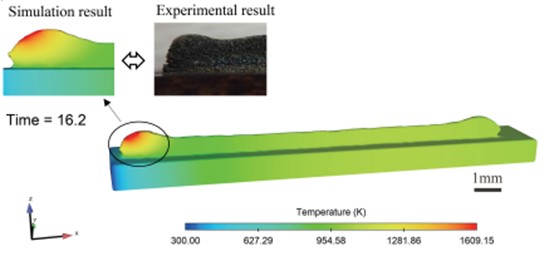
结论
“The powder scale model can rapidly predict the high-fidelity free surface of a single track with different parameters”
仿真模型可以在不同参数条件下,快速预测熔覆路径的几何形状。