激光粉床熔融工艺中的匙孔气泡缺陷研究
Mohamad Bayat, et al. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. (2019) https://doi.org/10.1016/j.addma.2019.100835
Department of Mechanical Engineering, Technical University of Denmark
丹麦技术大学机械工程系
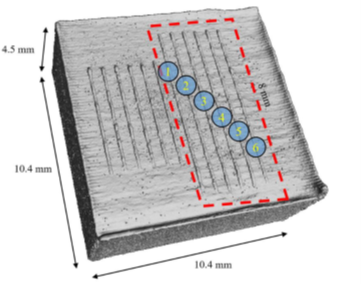
在本研究中,在一个10.4×10.4×4.5大小的粉床上制作多道直线激光加工实验,每道加工长度为8mm,共加工六道。希望透过本研究了解匙孔气泡形成机制。
匙孔的形成
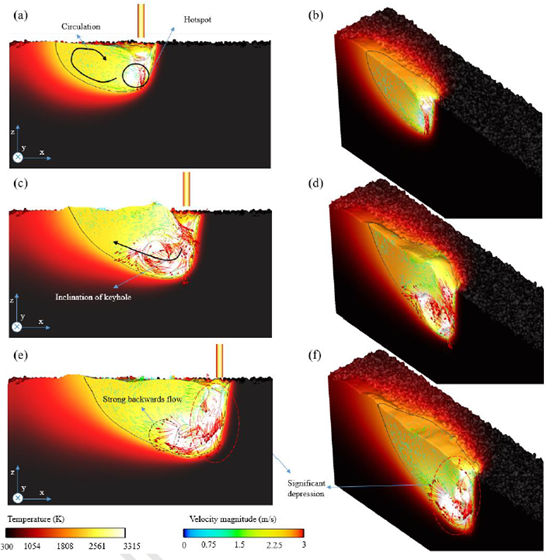
• 最初的加热区域先形成较浅的熔池
• 反冲压力造成熔融金属流体向下运动
• 向下的流体运动以及热点造成匙孔持续增长
• 热量往熔池后端移动,造成匙孔边缘的温度继续上升,形成更大的反冲压力
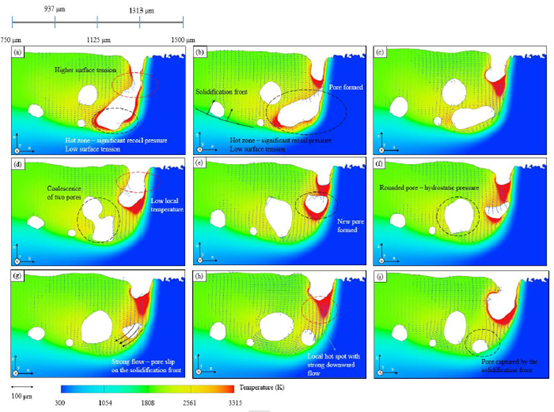
匙孔引起的气泡缺陷形成机制
• 匙孔底部的反冲压力持续增加,造成熔池上缘区域的表面张力随之增加
• 局部冷却的金属开始闭合,形成不规则的气泡
• 向下的流体流动将这些气泡往熔池后端推动
• 气泡随即被困在凝固的金属熔池内
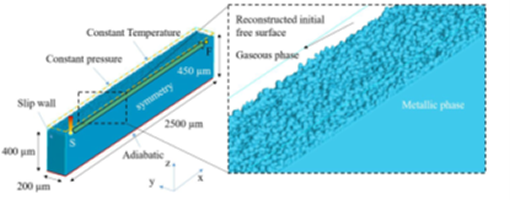
用FLOW-3D AM软件进行仿真,并与实验比对。
模型验证
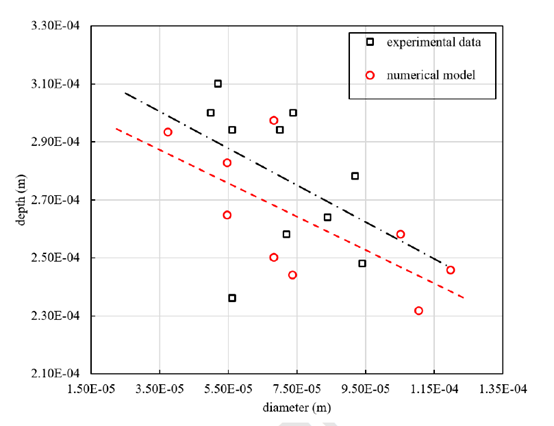
以170W的激光加工实验与数值模型比对,上图为气泡深度VS直径。黑色方框为实验数据,红色圆圈为仿真结果,两者趋势一致。
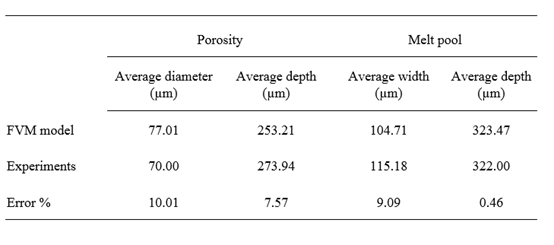
上表为气泡的平均直径和深度数据,以及熔池的平均宽度和深度数据,仿真与实验结果相当接近。