镀锌钢板激光螺旋焊接时的飞溅现象研究
应用软件:FLOW-3D WELD
数据源:
Shengjie Deng, et al. Investigation of spatter occurrence in remote laser spiral welding of zinc-coated steels. (2019)
问题描述
• 在零间隙的镀锌钢板激光焊接过程中,镀锌层会汽化,并且堆积在接合面之间
• 如果没有排气通道,锌蒸气会继续累积,并且夹带到钢熔池中,造成飞溅
• 锌蒸气同时会影响熔池的形成与工艺稳定性
• 通过FLOW-3D WELD模拟,预测锌蒸气压力的影响,分析匙孔的形成
重新设计焊接计划,以减少造成飞溅的锌蒸气压,并且维持足够的匙孔开口。
FLOW-3D WELD 数值模型
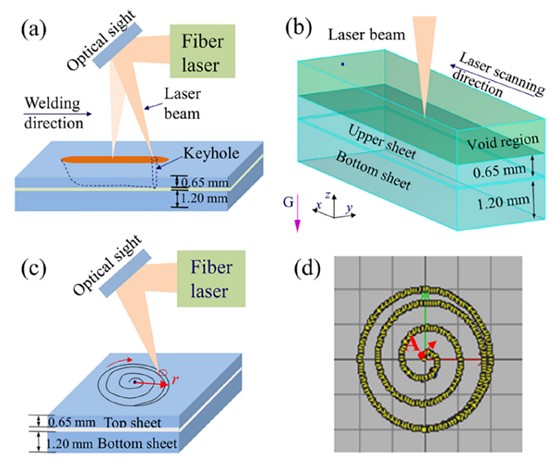
实验和模型设置
(a)激光设定
(b)FLOW-3D WELD 模型设定
(c)激光螺旋焊接设定
(d)激光螺旋扫描路径
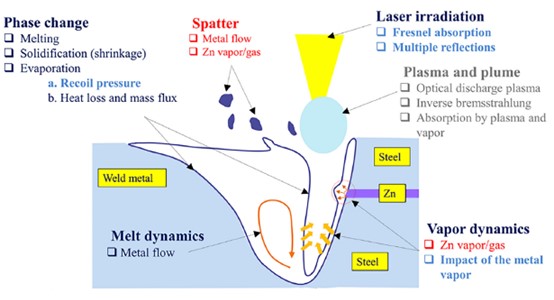
镀锌钢板在激光焊接时,发生的物理现象示意图
数值模拟与实验验证
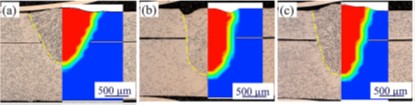
焊接截面比对(实验与数值模型)
(a) Q = 3.9kW, v = 8.5m/min, defocus = 0mm
(b) Q = 5.0kW, v = 8.0m/min, defocus = 0mm
(c) Q = 3.9kW, v = 7.0m/min, defocus = 10mm
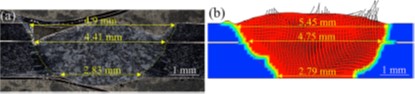
数据比对
(a) 实验数据
(b) 数值模拟
现象说明
实验和模型设置
(a)激光设定
(b)FLOW-3D WELD 模型设定
(c)激光螺旋焊接设定
(d)激光螺旋扫描路径
镀锌钢板在激光焊接时,发生的物理现象示意图
焊接截面比对(实验与数值模型)
(a) Q = 3.9kW, v = 8.5m/min, defocus = 0mm
(b) Q = 5.0kW, v = 8.0m/min, defocus = 0mm
(c) Q = 3.9kW, v = 7.0m/min, defocus = 10mm
数据比对
(a) 实验数据
(b) 数值模拟
现象说明
当熔化金属与匙孔穿过接合面时,积聚的高压锌蒸气作用在熔化金属的表面,克服匙孔压力,从而造成飞溅现象。
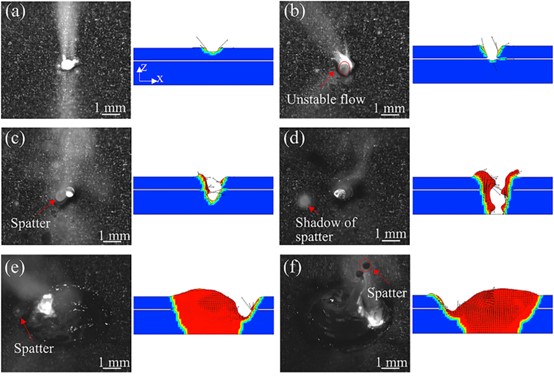
高速摄影机拍摄的图片与FLOW-3D WELD模拟结果比对
(a) t = 1ms
(b) t = 3ms
(c) t = 7ms
(d) t = 25ms
(e) t = 150ms
(f) t = 190ms
焊接计划的改进
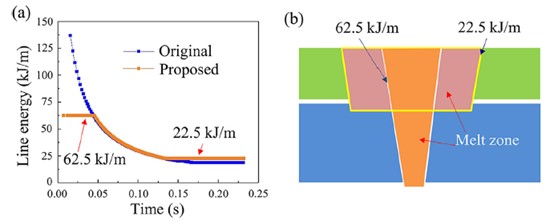
(a) 线能量调整
(b) 临界线能量示意图
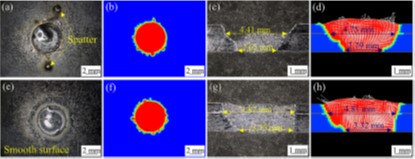
原焊接计划(a, b, c, d)与改进后(e, f, g, h)的实验及模拟结果比对
焊接计划改进后,表面较平整, 无飞溅现象发生。
结论
(a) 线能量调整
(b) 临界线能量示意图
原焊接计划(a, b, c, d)与改进后(e, f, g, h)的实验及模拟结果比对
焊接计划改进后,表面较平整, 无飞溅现象发生。
• 接合处的瞬间高压锌蒸气会导致熔池波动与飞溅现象
• 接合处计算的锌蒸气压力可以作为飞溅形成的指标,并可以指导焊接计划的设计
• 对螺旋焊接中的初始线能量进行限制,以避免锌蒸气压的增加,这可以减少飞溅现象