变速箱外壳压铸工艺的内浇口设计
上方影片为汽车工业的飞轮或变速箱外壳的仿真,可显示高压压铸过程中高速喷射铝合金的流况与速度,这是模具设计中阶段评估内浇口好坏的一种方式,影片中显示五个内浇口的流况结果,以80毫秒的时间完成充填。
应用CFD软件FLOW-3D CAST,影片中的左侧仿真(案例1)显示了内浇口的流况是在分型面下方朝上进料,而右侧模拟(案例2)则显示了在同一位置内浇口成45度角的进料。这个结果比较可帮助设计者更可视化的观测流体流向及湍流程度,可看出熔体如何从不同的内浇口位置和方向流入模腔。
下方图片是显示填充结束时两种浇口设计的卷气结果:
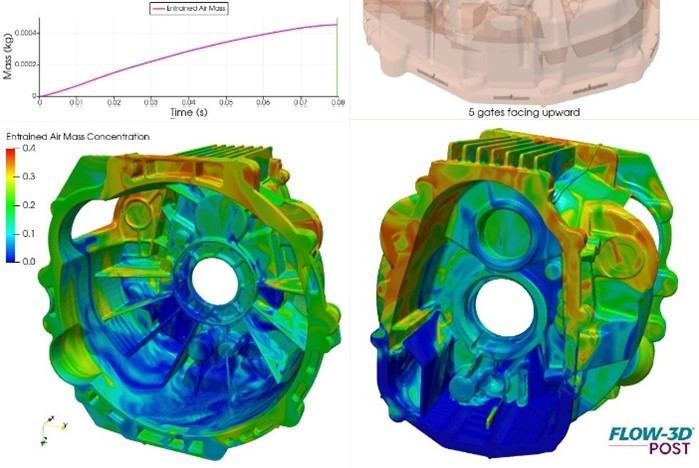
案例1 卷气结果
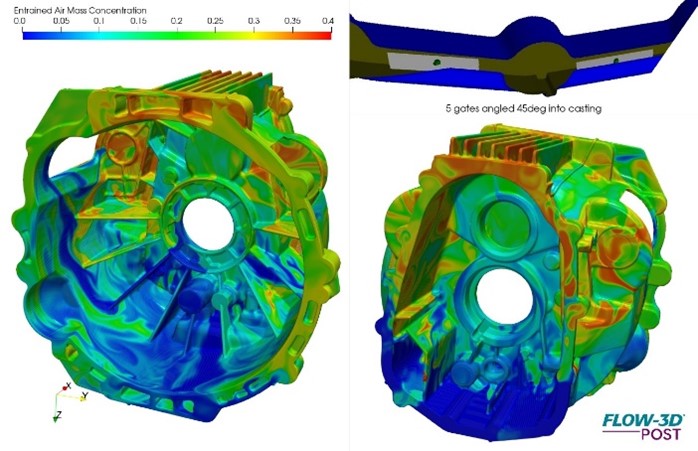
案例2 卷气结果
虽然这两种内浇口设计都还不是最完美情况,但重点在于了解与设计的相关性以及结果的判读,来修改并完成进一步的设计工作。不同的内浇口设计会导致铸件内的含气量及区域不同。这可以归咎于熔体从内浇口进入的动量,导致湍流场或是熔体前沿包入气体。更要注意的是在将来的设计中,高含气量区域是否以消除来改善铸件质量。
下方影片是两个案例的完整填充动画,控制了影片输出频率可清楚表示填充各阶段的区域,有助于了解熔体前沿的进料方向、速度、气蚀引起的模具腐蚀、以及浇口配置可能导致的潜在问题。
案例1 完整填充动画
案例2 完整填充动画
依据最佳模具设计的步骤,此初步分析进料方向,所以会忽略流道、模腔中的真空度、压室模拟或渣包,这些设计通常在之后合并到更完整的模型中。