压铸模具水路系统的设计
以下文章来源于压铸实践 ,作者《中国压铸》杂志 SVEN JANSEN

依据全新的模具设计理念,通过高效率的模内冷却系统让模具的散热提高(图片由德国奥迪提供)
前言
铝合金压铸工艺可生产复杂结构的一次成型铸件,其特点是强度高、结构复杂和减轻重量。这也说明了为什么铝合金压铸的车身结构件属于高端产品。图1为最新的奥迪A8车身结构。
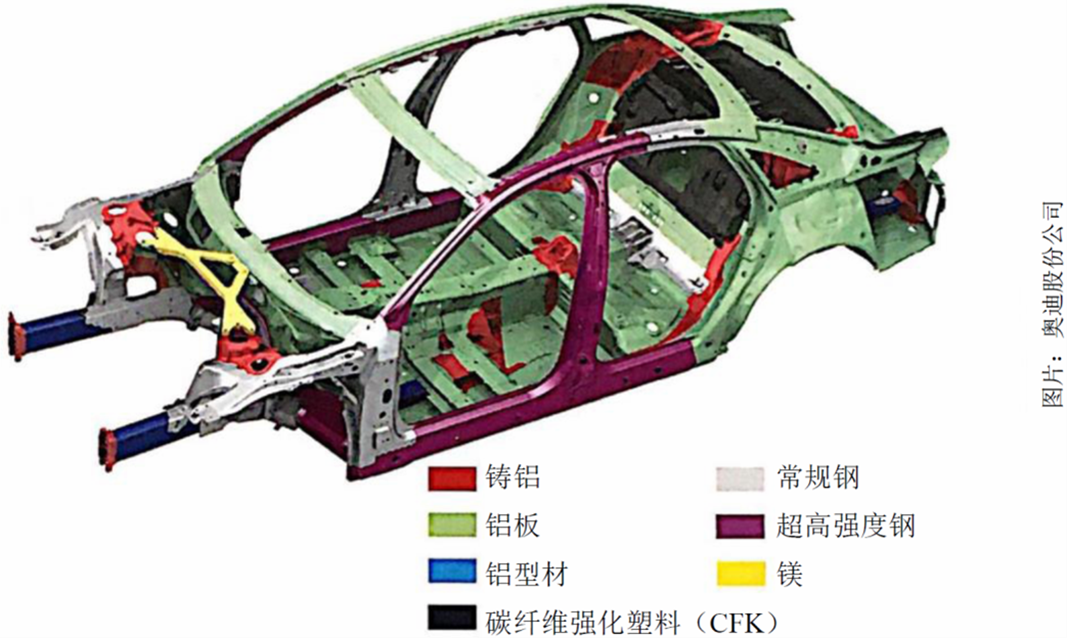
图1:奥迪A8车身
从图1可以看出新世代的车身设计结合了不同的材料,其中压铸件有连接节点的作用。这种复合材料结构可满足各种功能的上需求,如降低重量和提高燃烧效率,最佳的驾驶效果和舒适度以及高强度的碰撞安全性。
压铸结构件除了拥有多个优点,在中低价位的车辆中使用还受到经济性的影响。压铸的主要成本包括压铸生产周期(较大铸件需要1-2分钟)和压铸模具的使用寿命。从模具使用寿命原因分析,温度是压铸工艺中最重要的影响因素。本研究将针对压铸模具的热循环来规划,探讨冷却系统和离型剂喷涂过程对模具温度的影响。
概述
在一般的压铸工艺中,每个压铸周期都要向模具表面喷涂大量的水-离型剂混合液,较大的水量用于模具表面降温,但会对模具产生热冲击和应力,这些热裂和应力裂纹是影响模具寿命的原因之一。
通过一种新的模具设计,使用高效能的模内冷却循环达到对模具无损害的散热过程,来代替用喷涂过程实现表面冷却。新型的冷却系统设计是成为微量喷涂的基础,也就是说使用更少量的离型剂浓缩液来减少模具表面产生大量的冷却作用。
压铸模具温度再随时间变化时是处于稳定状态,这对工艺来说是重要因素。有效的管理模具温度,可通过高效冷却系统来对模具进行温度调控,是快速散热和较短循环周期的基础。目前仍缺少新的冷却理念设计和尺寸有关的具体设计标准和经验公式。另外放弃外部冷却将是一个极大的挑战,需通过局部调整喷涂量或者喷嘴设置,根据需求控制自由度和冷却效果,才能使微喷技术实现,所以在模具设计时间就必须精准的了解热循环的模具温度,在未来压铸生产过程中才可有最佳的温度分布。
本篇的目的是开发一种设计方法,通过压铸模具中的冷却系统实现对优化的热循环。通过仿真软件显示出原理,必要的工艺知识可以产生何种效果,并且可以为模具设计者模拟整个力学、热学和热力学关系和过程。
首先介绍模具冷却的基础,然后是关于设计方法的概述。最后应用此方法仿真实际生产的车身结构件模具-减震塔。
模具热循环基础理论
冷却系统提升效率的方法需要通过一个简化的理想案例得出,如图2所示。评估冷却效率的决定性物理值是热量Q,表示单位时间传导的热量值。
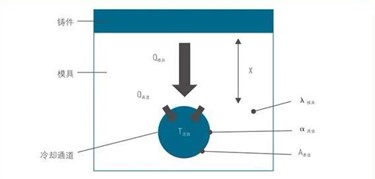
图2:理想的热传导系统从铸件—模具—冷却道
通过冷却系统带走熔体在压铸过程给模具的热量,有3个热传导是关键,首先必须让铸件的热量传导到模具上,这个过程是独立于冷却设计,在工作框架内不做另外考虑。最重要的是压铸模具内的热传导Q、模具和冷却道的热传导Q通道。
模具内的热传导:
Q模具=(λ模具·A)·(T模具表面-T通道壁)/X (1)
A:热传导面积
λ模具:导热能力
X:模具表面和冷却道间的距离
冷却道的热传导:
Q信道=α信道·A冷却道(T通道壁-T流体) (2)
A :冷却道面积
α通道:传热系数
通过这些公式可以得到最终影响热传导的因素大小,可以用于冷却效果优化方法中。具体涉及到模具表面和冷却道之间的距离X、一种具有高传热能力的型钢λ模具、冷却道表面增加的A冷却道、高的传热系数α通道、以及降低温度的冷却介质T流体。最终的大小不能随意变化,因为模具温度决定了压铸过程。另外作为材料属性的传热能力只受到适用的热模具钢的影响,此项工作的重点在于几何影响因素的大小,随造型变化、大面积的流动通道。然而,这也意味着在压铸模具制作过程中,需比传统的简单钻孔的冷却道有较高的力学和热力学负载。只有全面的理论评估才能保证在模具设计中实现随造型变化的冷却设计。
模具热循环辅助设计方法
目前压铸模具中随造型变化的冷却系统与传统技术标准不符,缺少新模具设计时可参考的经验,所以将开发一种新的设计方法,来辅助模具设计者,使其能够更完善的考虑及了解新的冷却理念设计和因素大小,并藉由仿真软件让压铸工艺中的热学、力学和热力学负载量化,如要实际应用该方法论还需满足一系列的要求,以有效验证模具设计过程。
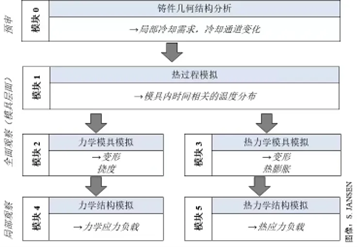
图3:设计方法
由于模具温度处于不稳定状态,可能对于热负载、热力学…等产生一定的影响性。所以提出完整性的要求,通过模块化方式进行,把全部问题分布到单一工作或者仿真模块上,使每个模块的信息更加详实。
模块0:铸件几何分析是冷却理念的基础。对壁厚分布的检查有助于了解铸件材料的热累积,并且能够尽早确定冷却系统的特殊区域。
模块1:通过热循环模拟可以计算压铸模具内时间与温度分布的关系,连续的压铸周期计算可以评估持续运行发热的模具状况,目的是以相同的模具和铸件温度为基础对冷却设计进行评估和优化。
模块2:借助力学设计模块,压铸模具在压铸过程中受到应力影响时,可以对其设计进行分析。输入数据报括填充时的模具内压力和压铸设备的压射力。
模块3:热力学仿真模块可以对温度变化和温度梯度产生的热膨胀效果进行分析。输入数据是周期热循环仿真中与时间有关的温度场。
模块4:从这一模块开始,从对整体模具的观察转移到局部区域,并更详细的观察(例如有关的计算网格因素大小、连接组件和几何细节的仿真)。通过力学结构仿真,产生的力学负载可以对高度负荷的部件区域和组件进行分析。
模块5:补充第4个计算模块的热力学应力模块,主要是压铸模具中的组件在温度梯度和温度变化中引起的应力。
如设计模块概述中所表达的,热学和力学要分开计算。热力学模块的输入数据是与时间有关的温度场(周期热仿真的结果)。此操作符合一个连续-关联模拟的要求,可以明显降低计算成本。前提条件是,模具内的传热过程不受力学效果的影响,在目前的应用案例中可以实现。在此开发项目框架内使用Simulia/Dassault Systemes的FEM-Software Abaqus,它拥有极高的功能性,能出色完成对复杂物理问题中必需的挠度、以及在多用处理器和存储支持中对较大、较复杂情况的计算。
为了在模具生产工艺中成功应用此设计方法,需要验证输入参数和边界条件,例如每个单独的仿真模块都必需的传热系数。为了得到一组有效的参数组,已经在项目中进行了大量的实验和验证。最终借助此方法设计出一款实验模具来进行比较。
模具热循环设计应用
除了设计随造型变化冷却系统的理论基础,研究项目的另一项任务是建造一款拥有优化热管理功能的压铸模具,并在实际工艺中通过微喷技术进行实验。这里刻意进行了实际车身结构件的生产,而不是生产一个理想的实验体。
1 传统模具
作为开发此项创新实验模具的参考,使用了一款传统的减震塔压铸模具。图4显示出该铸件和使用传统冷却系统的剖面图作为参考。
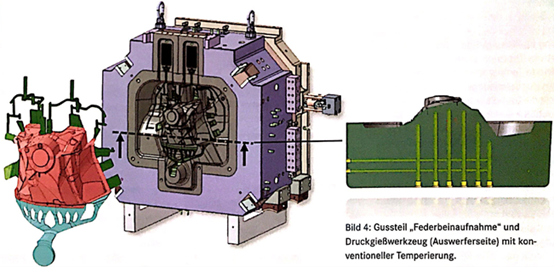
图4:传统冷却的减震塔压铸模具
2 实验模具
为了能够在模具内部的冷却系统完成整体的温度控制,以此代替传统的外部冷却方法,必须有一个全新的随形实验模具。因此实验模具在大范围使用了“分割式单体结构”设计,图5显示的是部分零件。通过“壳-芯-原则”可以实现一种特别的随形和大面积的冷却道。在轮廓背面有一个铣槽,因此模腔内只能允许一个相对薄的壳。在槽中嵌入一个合适几何形状的芯,通过底板固定并与轮廓密封接合。在芯和嵌入物之间还有冷却介质的流动空间。这种设计的如图5所示,显示了冷却介质(蓝色)和铸件(红色)的位置。巧妙的结构设计以及入口和回流口保证冷却介质的均匀流动。
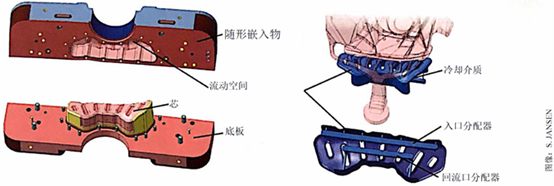
图5:分割式单体结构“冷却体”设计
对于冷却要求较高的充填区域使用了一个浇铸分流锥,可使用激光熔融的增材生产工艺进行制造,以实现最佳的散热效果。
为了保证所需的散热效果和平均的温度分布,总共在模具中结合了20个独立的循环。图6显示定模(B)和动模(A)的冷却系统。相比传统的钻孔矩阵式冷却道,单体结构的优势一目了然,也显示出模腔和冷却系统间的距离。相关铸件标记为绿色。在实验模具里,根据新开发的冷却设计,在大范围内使用与铸件距离仅为20mm,这也最终满足了在较短的周期内完成微量喷涂过程所需的必要条件。
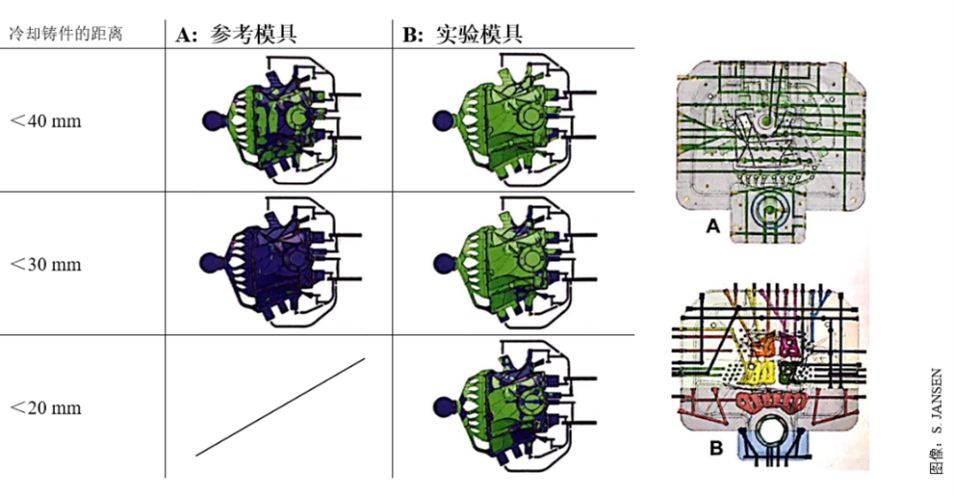
图6:传统和实验模具的冷却设计对比
3 实验模具压铸生产
根据结构和仿真设计出具有优化冷却系统的实验模具,并按照设计方法对压铸过程进行了测试。成功完成了超过1500件减震塔的生产,而压铸过程中仅使用微量喷涂技术。数字仿真显示出在与参考模具的对比下,热循环明显得到改善,同时节省了20%的循环周期时间。
模具冷却时间因为高效的冷却效果明显缩短,另外相比传统的喷涂过程,离型浓缩液产生作用的时间也明显缩短。图7显示出随形水路的实验模具和传统模具在运行中的温度对比。
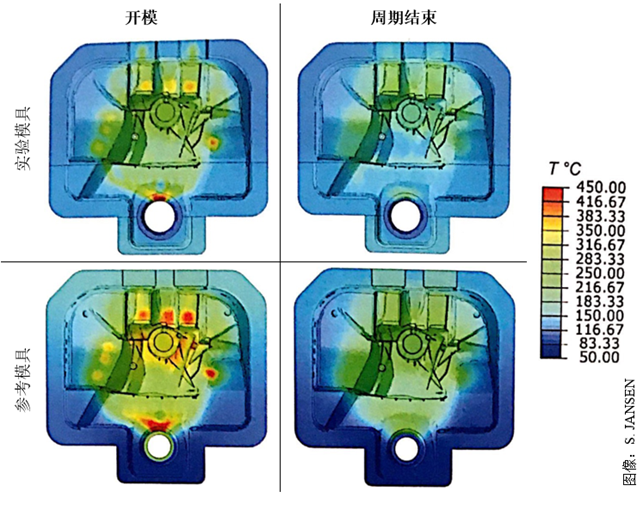
图7:实验模具和传统模具定模的仿真温度对比
在没有额外的外部冷却系统,只使用模具内部的冷却系统时,熔体热量的降温效果如何,在图8中的动模热显像图中一目了然。
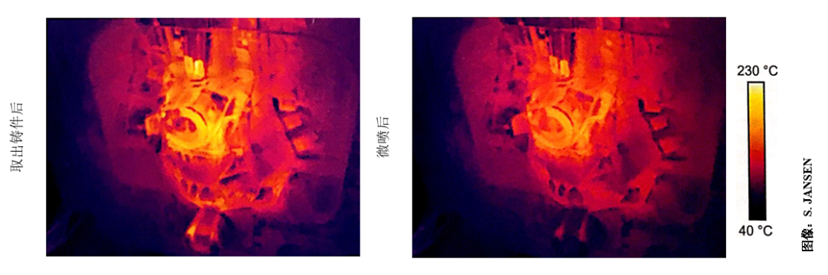
图8:实验模具压铸过程中的热显像
传统以水为基础的离型剂会使模具表面产生裂纹,并且会损坏压铸模具,设计方法的第5模块就可验证,这一理论也通过热力学结构仿真结果得到证实。图9显示在一个压铸周期里,模腔内对比位置的表面温度和热应力变化曲线。两边的温度变化明显不同。传统模具中有一处温度下降明显,表示喷涂过程。也可视为热冲击,在图9的右侧图表中也可见。结构应力突然从压力区域(负值)转向拉力区域(正值),表示型钢冷却的表面区域将要收缩,但因其下方发热的部分被抑制。随形冷却的压力趋势相对平稳,整个周期都保持在压力区域。从量上看,随形的冷却实验模具显示出更佳的压力水平。
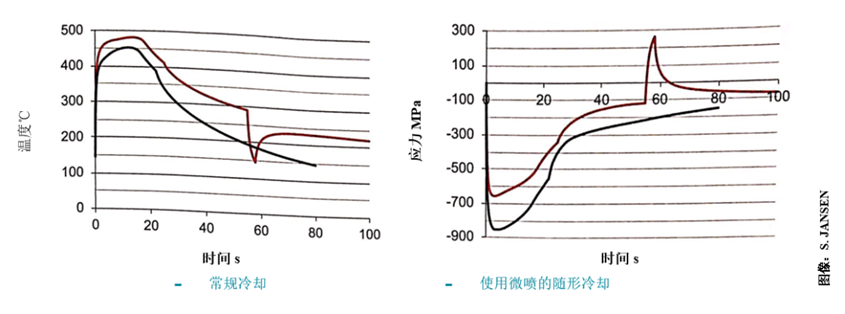
图9:传统大量喷涂和微量喷涂的温度、应力变化对比
总结
对于压铸模具中随形冷却系统项目的发展,有以下结论:
新开发的实验模具的冷却系统即使没有喷涂冷却过程,也可维持压铸过程中的热循环。对比传统的参考模具,其周期时间明显缩短。
实验模具有一点让人印象深刻,即大范围的模拟设计与实验费用是值得投资的,无论是开发新的模具或冷却设计,通过仿真可开发功能全面的模具,并考虑微量喷涂有关的自由度,即通过调整喷射量控制模具冷却,所以必须对模具冷却系统进行默认。已开发的设计方法能够支持需求导向的冷却系统和满足负载的模具结构。
简化的外部模具冷却降低了对模钢的热应力和冲击,这一点从热力学计算结果中可见。因为此实验模具只生产了小批量的铸件,还不能确定这种新型冷却设计在实际生产中的使用潜力。
FLOW-3D CAST
为了准确预测模具热循环仿真中模具内部的温度分布,需要对喷涂冷却过程的空间参数变化进行建模。FLOW-3D CAST模具喷涂冷却模型就是为此而开发的。该模型明确地计算了每个喷涂的冷却,而不是假设整个模腔传热系数是恒定的。由于喷嘴的移动,模具表面的喷涂面积不断计算和更新。该模型还考虑了喷涂液的盲区,从而考虑了喷涂角度和模具表面形状对冷却的影响。该模型提供了准确的模具表面温度分布和可靠、真实的输入参数,帮助工程师更好地设计和优化冷却过程,以消除热点。