应用FLOW-3D CAST模拟高压铸造的PVT
一、何谓PVT
在高压铸造模拟中,常观测的物理结果有
P = Pressure,了解熔体在充型过程中的压力变化,如有压力不平均的现象就须进行改善;
V = Velocity,了解充型过程中熔体进入内浇口及渣包的速度,用来协助设计者优化流道设计;
T = Temperature了解熔体在充型过程中的温度变化,协助判断是否会有充填不足或冷隔的发生。
二、分析模型与参数
将渣包标识为CP1,CP2,CP3和CP4。每个渣包流道都分为四个位置,分别为C1,C2,C3和C4(如图1所示),
分析参数为:模具温度:190°C、熔体温度:660°C、冲头速度2.5m/s(如表1所示)。

图1 铸件模型

表1 分析参数
三、分析结果与修改方案
通过模拟结果(如图2所示),订出该组产品的规范:压力不大于4Bar、速度不高于40m/s及温度不高于625度,通过这些标准去测量渣包的结果(如图3、图4所示),由图可发现在压力皆高于标准值;在速度上CP3的C1及C2高于标准值;在温度上CP2的C1、C2和CP3的C1及C2高于标准值。
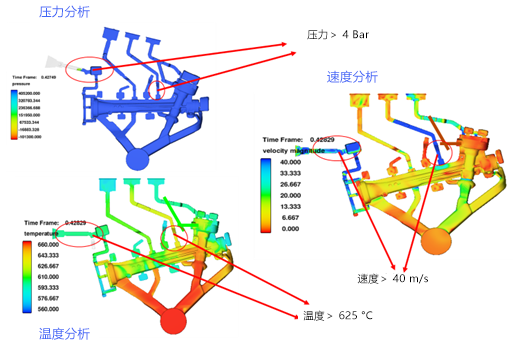
图2 模拟结果标准
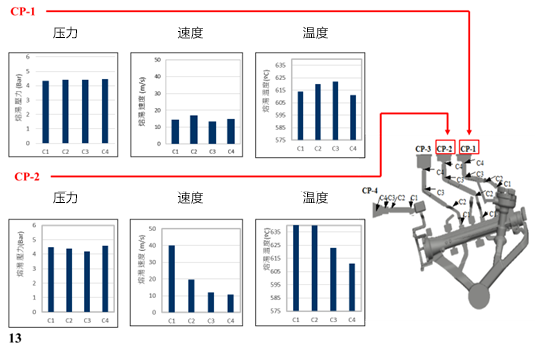
图3 原始设计CP1及CP2的PVT图
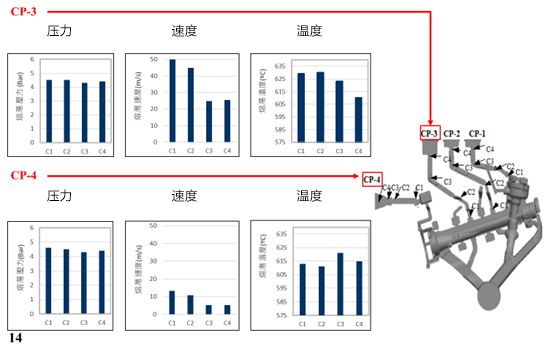
图4 原始设计CP3及CP4的PVT图
由原始设计的结果进行铸件设计变更(如图5所示)修改渣包的形状、渣包流道的路径及布局铸件的位置,并将冲头速度改为4.5m/s,来改善铸件的速度及温度。
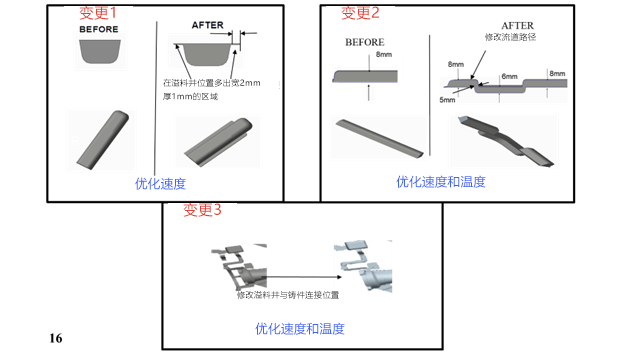
图5 变更设计一的优化项目
由变更设计一的模拟结果可看出修改后的效果(如 图6图7所示),由图可发现在压力上剩下CP3的C1、C2及C3和、CP4的C1及C2高于标准值;在速度上都已优化完成;在温度上CP2的C1、C2和CP3的C4高于标准值。
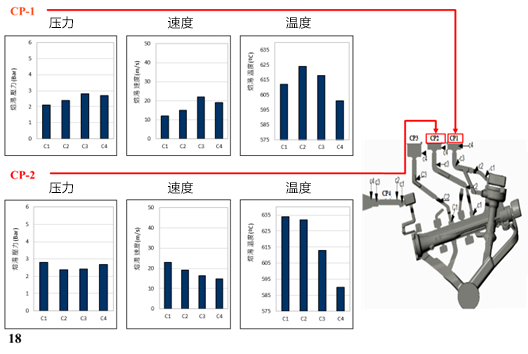
图6 变更设计一CP1及CP2的PVT图
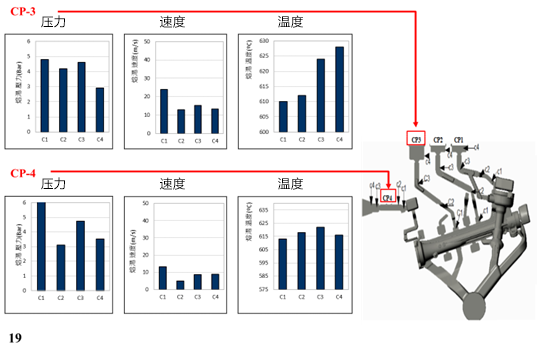
图7 变更设计一CP3及CP4的PVT图
由变更设计一的结果可看出变更后的设计可以使铸件的PVT更好,所以依据这样的想法进行变更设计二,并加入冷却水路来改善局部热点位置(如图8所示)。
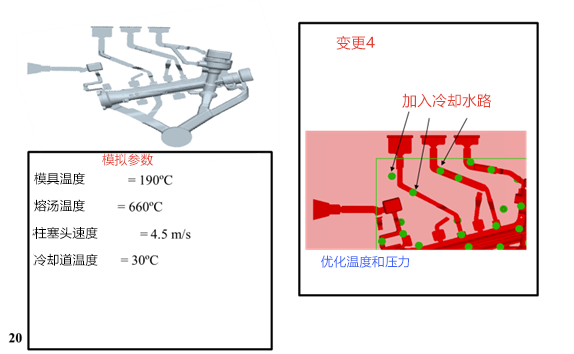
图8 变更设计二的优化项目
由变更设计二的模拟结果可看出修改后的效果(如图9图10所示),由图可发现压力、及温度皆低于标准值。
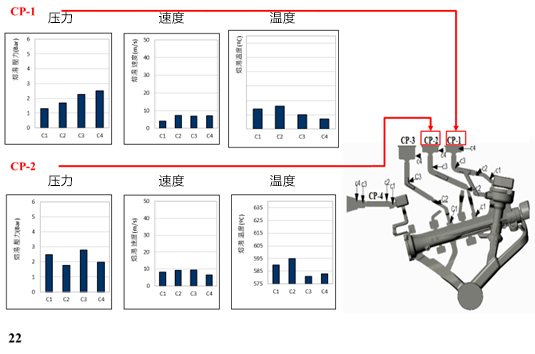
图9 变更设计二CP1及CP2的PVT图
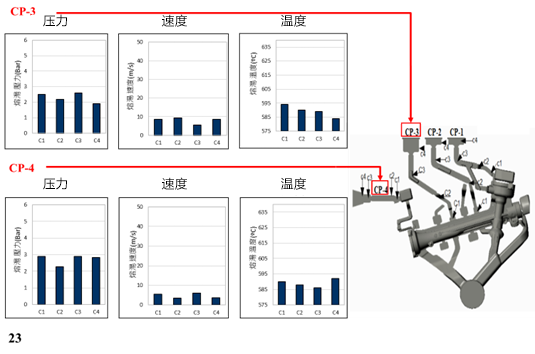
图10 变更设计二CP3及CP4的PVT图
四、 结论
设计人员可通过FLOW-3D CAST的模拟结果来建立标准,由结果来订定变更设计的方向进而达到优化模具的目的,让压力、速度及温度都是在合理范围内,另外藉由软件的分析可让设计者建立出一套标准的设计流程,提高模具开发的效率。