高压铸造与流变铸造对盐芯的影响
Andreas Schilling*, Daniel Schmidt, Jakob Glück, Niklas Schwenke, Husam Sharabi, Martin Fehlbier
University of Kassel, Department of Foundry Technology, Kurt-Wolters-Str. 3, 34125 Kassel, Germany
(翻译自Simulation Modelling Practice and Theory Volume 119, September 2022, 102585)
1. 前言
现今,高压铸造工艺占德国铝铸件的 60% 和所有有色金属铸件的一半以上, 然而,在零件设计方面,完全自动化的过程存在着限制。在铸件的铸造过程和凝固之后,它垂直于模具的分型面被顶出,因此,底部只能通过在脱模前从铸件中移除的滑块来建立 [1]。由于多个部件的组合导致内部几何形状的铸造复杂性不断增加,尤其是在电动汽车日益普及的背景下,因此只能通过非常复杂和昂贵的模具来实现,因此需要新技术来满足几何形状的要求。盐芯技术提供了一种替代滑动系统的方法 [2],此处在铸造之前将盐芯放进模具中,并呈现铸件的内部几何形状,凝固的铸件与盐芯一起从模具中取出,然后在下一步中取出盐芯,盐芯相对于其他芯技术的优势在于溶水性,这简化了盐芯的去除 [2]。已经在高压铸造中测试了不同类型的盐芯和盐材料[3-5],常用的盐混合物由重量50%的氯化钠和重量50%的钠组成,盐芯的制造可分为压盐粉或熔盐工艺,盐芯的制作提供了复杂的几何形状和在轻型部件中进行功能组合的可能性,除了通过模拟盐芯和压铸工艺进行工艺设计之外,盐芯的可行性对于未来盐的安全使用过程也是一个决定性的问题[6]。压铸过程中的型芯负载水平主要来自于冲击熔体的流速 [3,7],由于压铸过程中的高压和高流速,对型芯来说需要很高的机械性能。
半固态铝合金铸造提供了传统压铸的替代方案,这些流变铸造工艺在降低了熔体温度同时施加剪切力的情况下提升固相率,熔体的剪切导致树枝晶核破裂并在熔体中扩散为球晶,使半固态熔体保持可流动性,因为树枝状结构会抑制流动 [8],与完全液态熔体相比,较高的粘度会使铸造速度降低在模具中形成层流的熔体前沿,铸造过程的固体部分和减少的湍流让组件的微观结构和气体含量的改善。
本研究的目的是探讨流变铸造技术的应用是否可以应用于盐芯并同时提高铸件质量。首先,将开发一个盐芯,在弯曲试验中检查其材料的机械性能数据,这些数据将作为使用FLOW-3D流固耦合(FSI)进行模拟研究的基础,以考虑传统压铸和流变铸造的影响,完成这些初步调查后,将使用与模拟研究相对应的参数对真实铸件进行进一步的研究工作,以测试盐芯耐久性和评估铸件质量。
2. 实验方法
在这项研究中,将检查高压铸造和流变铸造中的盐芯耐久性,因此,开发并测试了几何结构,并在仿真中检查对盐芯的影响。对于这项研究,盐芯几何形状和镶件是在后期铸造试验中使用现有模具的条件下进行开发的,镶件在横向流动中提供盐芯的承座,以对应盐芯上的最大载荷,如图 3。
2.1 盐芯测试几何形状
几何形状应该简单,以便尽可能精确地限制最终的核心破坏效应,盐芯的几何形状总长为 60 mm,横截面为正方形,边长为 10 mm,中间部分的边长为 6 mm,总长度为 20 mm,如图 1. 盐芯尺寸受模具限制。为了生产盐芯,使用了具有两腔的模具,用于铸造测试的盐芯是通过重力铸造生产的,盐混合物 NaCl-Na2CO3 (50:50 wt-%) 在700 °C的实验室熔炉中熔化。模具材质为不锈钢,模具预热到300 °C的温度,在铸造过程中,模具温度通过加热板保持恒温。温度是用热电偶进行测量,由于盐芯存在热裂的风险,脱模时间应尽可能短至约10秒,脱模后盐芯放在加热板上缓慢冷却至室温,然后储存在密闭容器中。
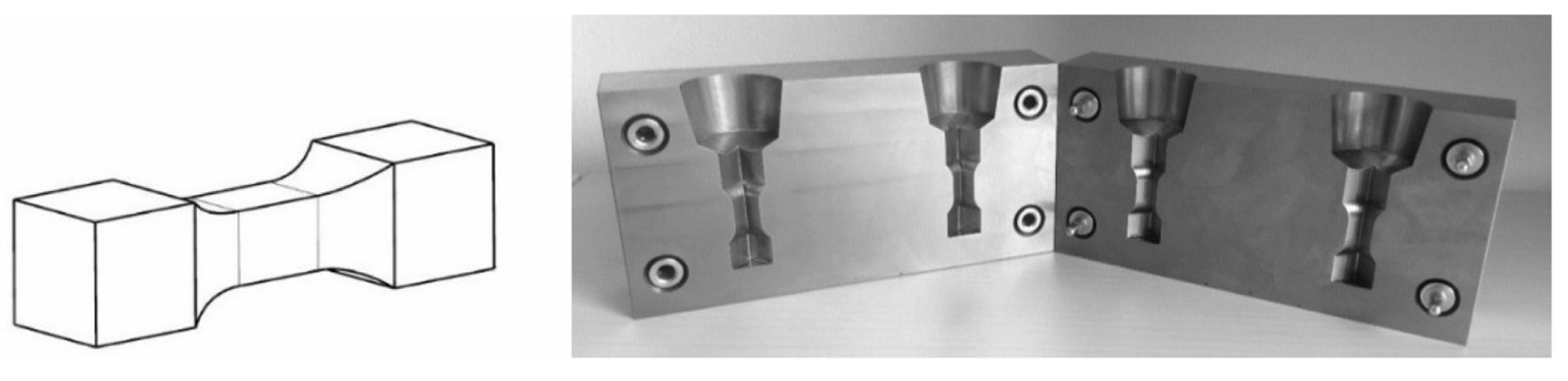
图1. 盐芯几何极制芯模具
2.2 核心测试
盐芯在三点弯曲测试中进行测试,如图 2. 芯头模拟铸造过程中的承座,因此芯在两端的凹槽中得到支撑,这与传统的弯曲测试不同。测试几何形状是三角形凸片和矩形测试样本,目的在重现熔体冲击,盐芯在 20 °C和 180 °C下以5 mm/min的速度和1牛顿的触发力进行测试,测试了三批 18 个样本,测试是在 20 和 180 °C 下使用棱镜(线负载)以及 20 °C 下的面负载(6 × 8 mm 矩形)进行的。

图2.三点弯曲试验
3. 仿真模型
为了在铸造过程中测试模具填充和作用在盐芯上的力,所以使用 FLOW-3D CAST建立了一个仿真模型,使用液态和半固态金属进行模拟实验,如图 3,为了将模型简化为基本的铸造过程,只计算内浇口的模腔填充,为此,使用了初始熔体区域,下部网格区块的 XZ 面上的边界条件定义了熔体流动,这对应于模具填充阶段实际过程中使用的冲头速度,流变铸造速度为 2 m/s,传统压铸速度为 6 m/s,铸造冲头未仿真且未显示,但铸造料饼显示了铸件中冲头的对应部分。
流变铸造的建模是根据传统压铸中的假设进行的,因此必须在实验中验证固相的形成,根据文献通过与温度相关的粘度进行对应。
为了明显降低了复杂性和计算时间,这种简化被接受用于技术目的,收敛控制设置为最大值,500 次迭代的次数,时间步长通过稳定性和收敛选项控制。
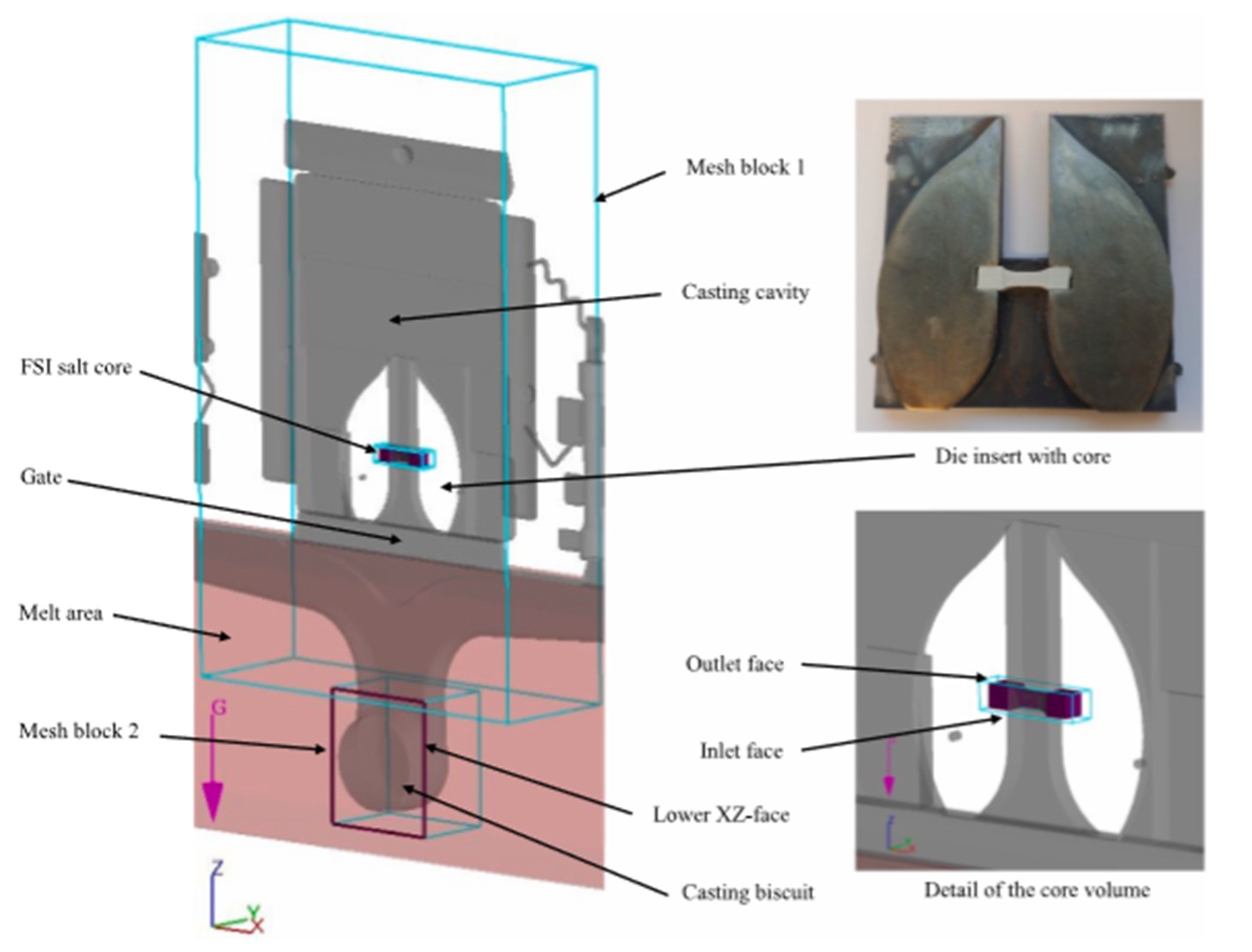
图3.用于流固耦合 (FSI) 计算的仿真模型,红色标记区域中的网格充满熔体,计算中仅包含三个网格区块的网格
3.1 网格划分和能量分析
该模型在三个独立的网格区块中进行划分,主区块包围了台阶板的模腔,网格尺寸为 1 mm,网格区块 2包含料干并用速度施加到具有 5 mm 网格尺寸的熔体,第三个网格区块包围着盐芯,网格总数约为1410万个。
为了验证 FSI 结果与网格尺寸的独立性并验证网格灵敏度,盐芯的网格划分分别以 1 mm、0.5 mm 和 0.3 mm 的尺寸进行测试,所有区块都使用具有统一边长的六面体网格,FSI 网格区块包含 256,000 个网格(0.3 mm)、55,296 个网格(0.5 mm)及 6912 个网格(1 mm),自动生成有限元使用会根据流体网格在该块上生成 FE 网格,使用后处理进行评估的主要重点是铸造过程中盐芯的应力,使用Rankine最大法向应力理论,因为可以假设最大主应力导致理想的脆性材料行为和失效。此外,还评估了曲率以及作用在盐芯上的力,盐芯的网格区块被认为是熔体内部能量的平衡体积,它被认为是在入口和出口处,这种差异决定了传递到核心并导致变形或失效的能量大小,目的是将能量与弯曲试验确定的失效能量进行比较,计算了盐芯平衡体积的入口和出口面上的流入和流出流量之间的比能量差(w),每次的能量转换是通过乘以记录在平衡体积入口面上的质量流量来计算的,如图 4。
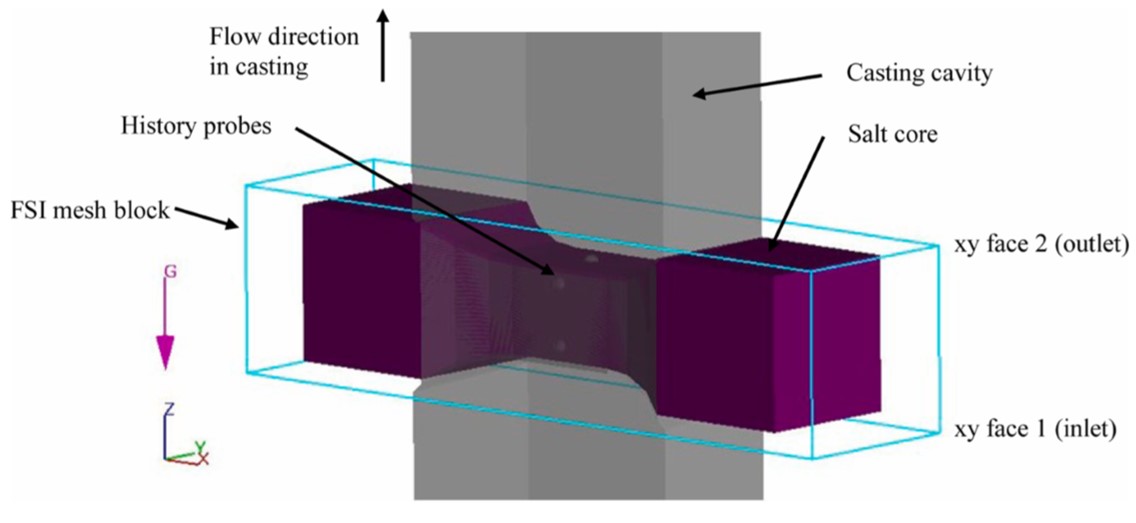
图4.盐芯体积平衡的细节
3.2 材料数据和边界条件
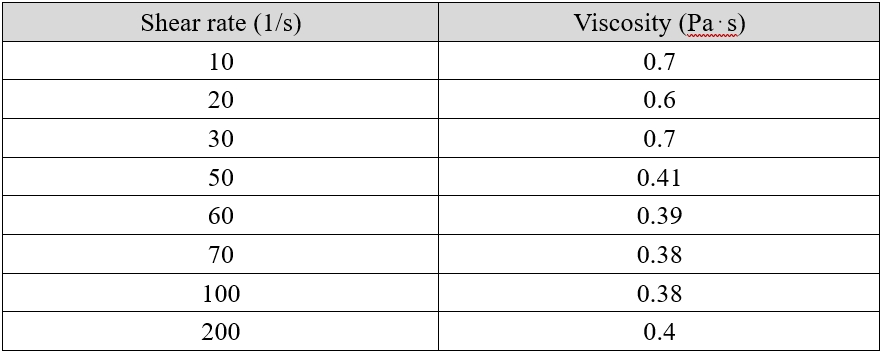
分析模型条件如表1,合金A356 (AlSi7Mg0,3) 的温度相关材料特性是在JMatPro 10.1软件中根据分光测量计算,主要是密度、固体分数、比热和热导率的材料数据被导出到FLOW-3D Cast格式,半固态合金粘度的温度和剪切速率相关数据是从[9]中的流变学研究中获得的,如表 2. 假设液体材料的恒定粘度为0.0019 Pa⋅s,数据取自合金的FLOW-3D 数据库。盐芯的材料特性可从[4]和[10]中获得。热传系数的标准值取自软件数据库,盐芯在液态和凝固金属之间的HTC分别为600和300 W/m2K,在型芯和模具之间为500 W/m2K。铸造材料的进料是通过网格区块2的下部 XZ 面应用为恒速边界条件,如图3考虑到盐芯的能量变化,假设盐芯平衡体积内的等温流动过程,由于平衡面积相对较小,根据计算,没有温度损失发生,熔体的密度被认为是恒定的,它的值是根据各自的温度在仿真中决定的。
表1 FLOW-3D 计算模型

表2 A356 在 600 °C 下的应变率及粘度[9]
对于600 °C温度下的流变铸造,密度为2.49 kg/m3,对于627 °C的一般液态流体密度为2.44 kg/m3,在模拟过程中,为每个时间步长输出速度以及盐芯平衡体积入口和出口限制处的局部压力,根据浇注方向,下界面称为入口,上界面称为出口,直接流入速度约为4.5 m/s,传统压铸为15 m/s。
对铸件质量和盐芯负荷都有影响的研究变量是冲头速度和熔体温度,传统的铸造参数由6 m/s的冲头速度和630 °C的熔体温度(熔体中相应的固体分数0%)表示,2 m/s的较低冲头速度与600 °C的熔体温度配对代表流变铸造处理(熔体中相应的固体分数为24%),使用 SSR 系统搅拌总是会导致熔体冷却到凝固区间,在所有模拟中,180 °C的盐芯温度和300 °C的模具温度保持不变。
4. 结果与讨论
以下内容包含盐芯负荷的三点弯曲试验及数值灵敏度分析研究结果。
4.1 三点弯曲试验中的断裂强度和变形
初步测试的主要目的是断裂负荷和断裂时的变形,盐芯在弯曲负荷下的材料行为可以描述为脆性和纯弹性,测试温度的变化导致断裂载荷和断裂伸长率的差异,如图5。
由结果显示较高的盐芯温度会试片的断裂载荷降低,这种趋势与[10]相关,水合作用可能起到一定作用,因为当加热到109°C以上时,水合物只会形成无水Na2CO3 [11],并且可能会破坏微观结构,正如预期的那样,压缩在较高温度下略有增加,满载测试显示更高的断裂载荷和断裂伸长率,以及盐芯的铸造表面导致的更大差异,因此,没有进行更高温度下的测试。
可以假设在弯曲载荷下,拉伸侧的临界应力会导致芯部断裂,约为0.8 - 1.0 毫米厚的边缘区域的细晶微观结构,如图6,因此,对弯曲强度起决定性的作用。[10]还表明,盐芯的边缘纤维具有最高的强度。
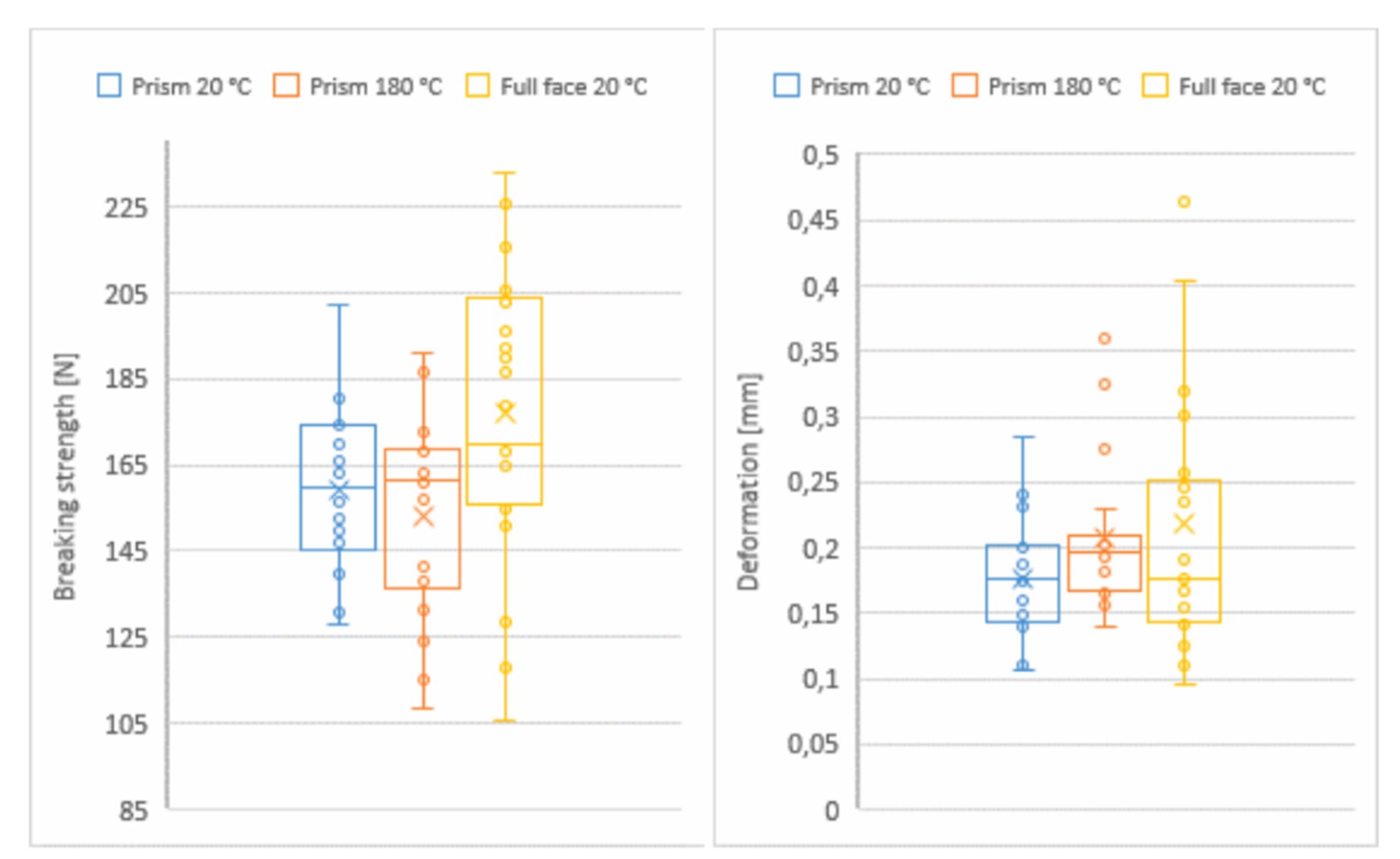
图5. 三点弯曲试验产生的断裂强度和压缩
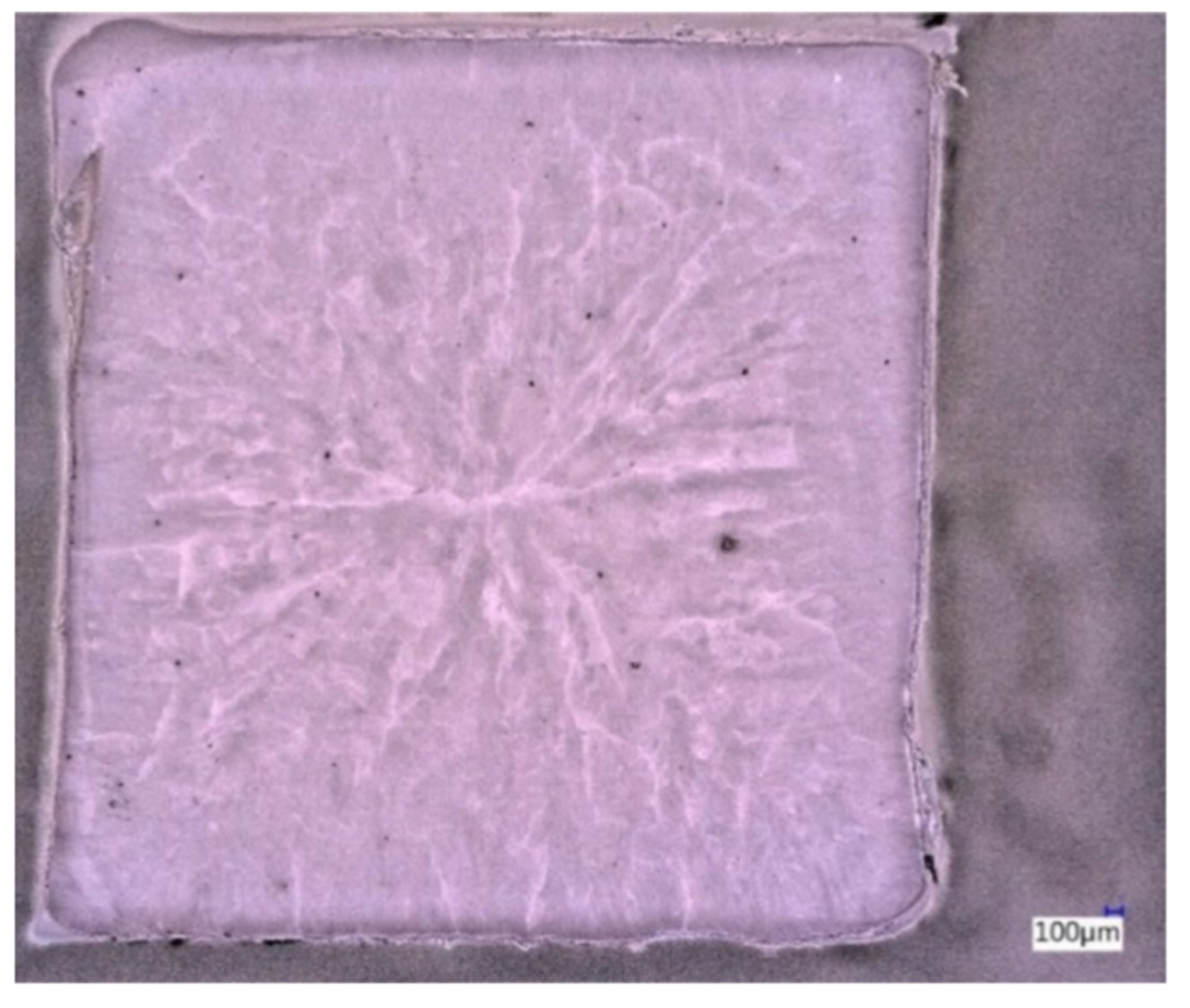
图6. 放大40倍的盐芯(6 × 6 mm)的截面图
4.2 计算盐芯负荷
在模拟研究之前,测试了盐芯的三种网格尺寸(1、0.5和0.3 mm),应力分布如图7所示。精细网格显示出更清晰的局部应力峰值,但计算时间上有显著差异(0.5 mm网格约4小时;0.3 mm网格约24小时),在以下所有模拟中,使用 0.5 mm的盐芯网格被认为是合理的,在模具填充期间,压力和速度的变化发生在平衡体积中,如图8,导致系统内能发生变化。盐芯处的力和能量转换可以近似确定,在图9 中,显示了高压压铸和流变铸造的仿真盐芯负荷,计算出的负荷在冲击瞬间时最高,特定流速(15 m/s hpdc;4.5 m/s 流变)导致此时的盐芯负荷明显不同,在进一步的模具填充过程中,作用在盐芯上的力大致保持不变,不考虑完全充模时或保压阶段作用在型芯上的压缩力,结果显示,流变铸造过程中的力远低于失效极限。然而,必须注意的是,三点弯曲试验中的变形速度为 5 毫米/分钟,而在铸造过程中,变形发生在约 0.001 秒内。
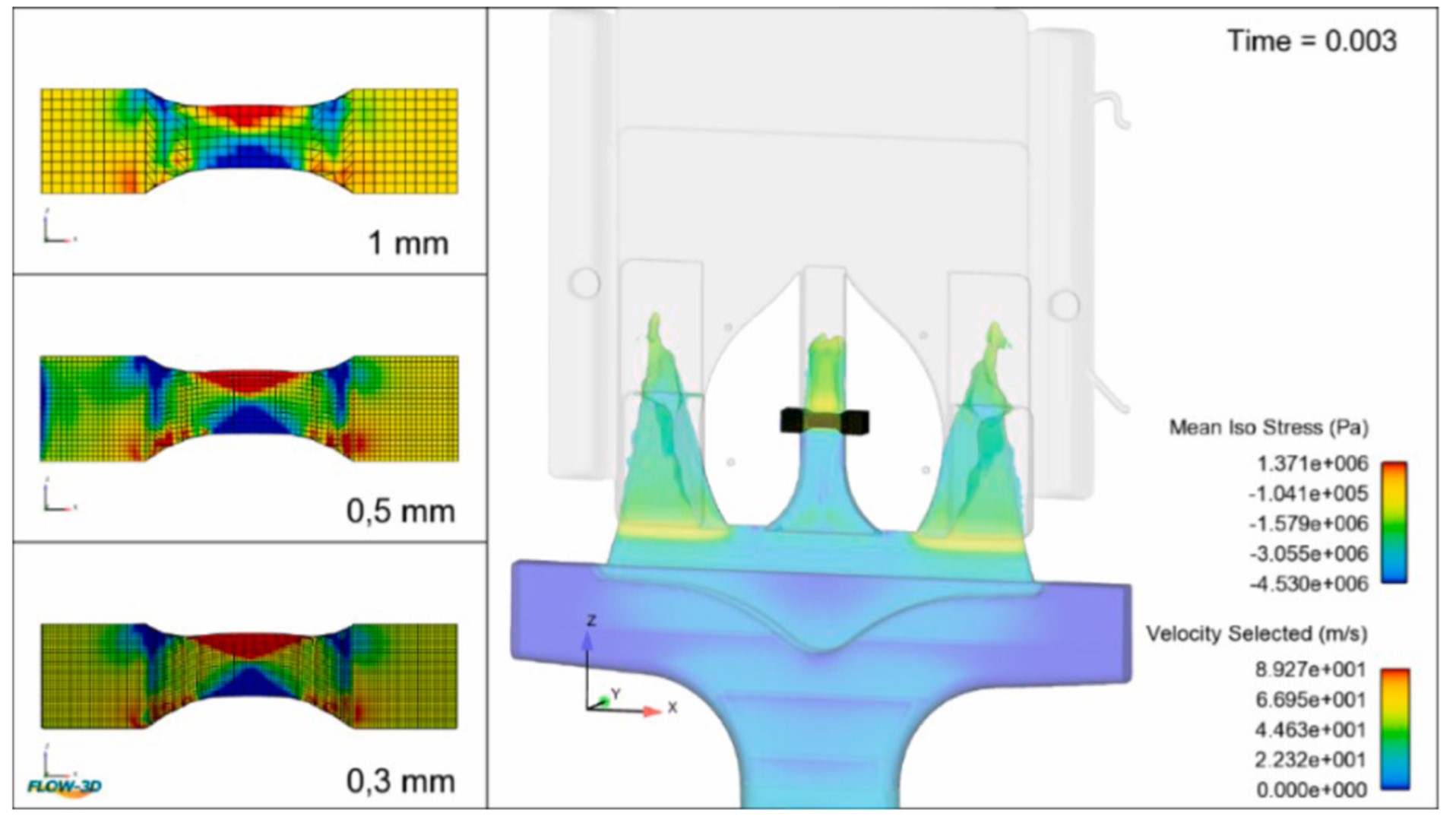
图7. 熔体冲击盐芯时应力的网格灵敏度分析
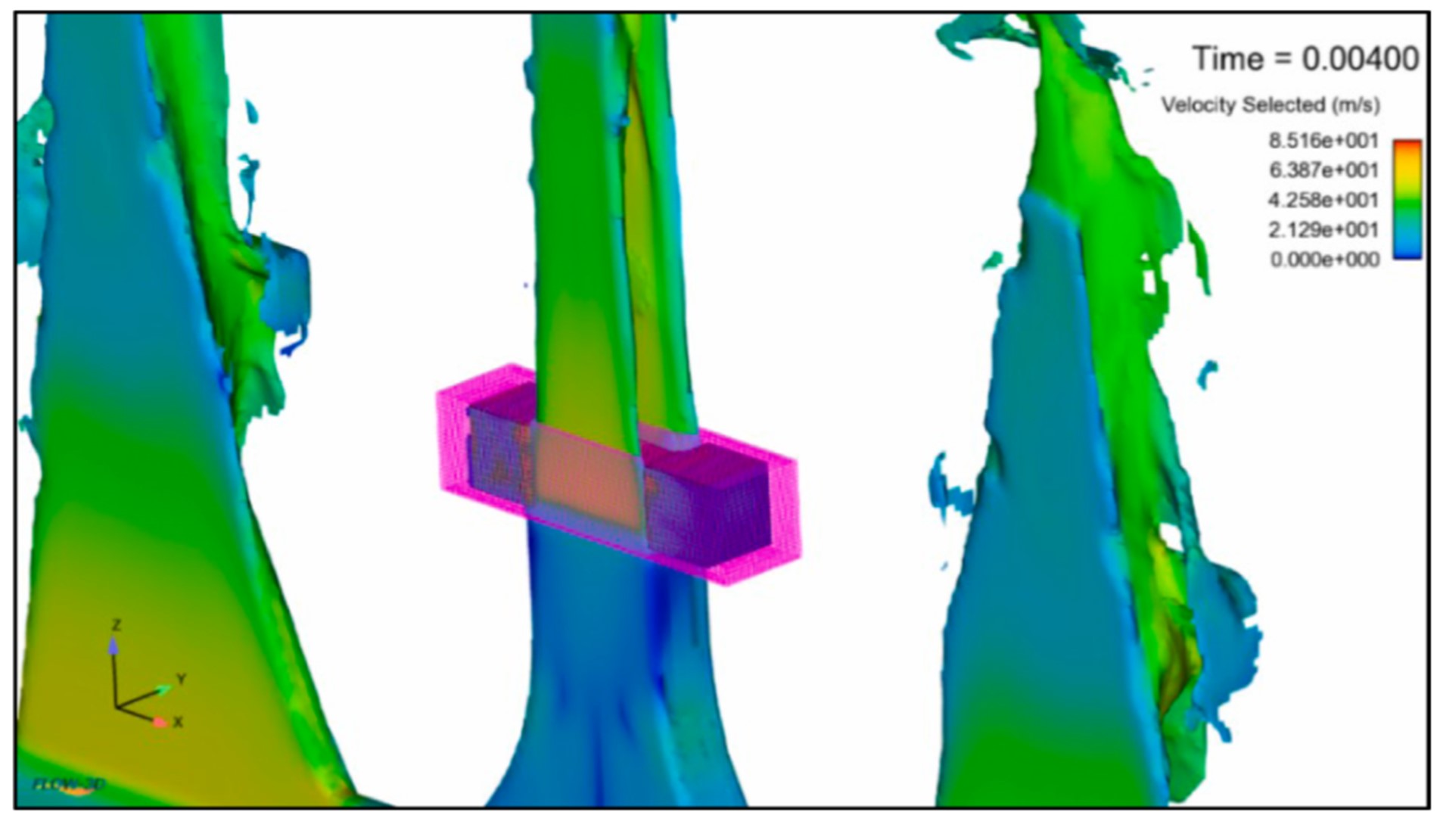
图8. 用于能量考虑的盐芯平衡体积(紫色)
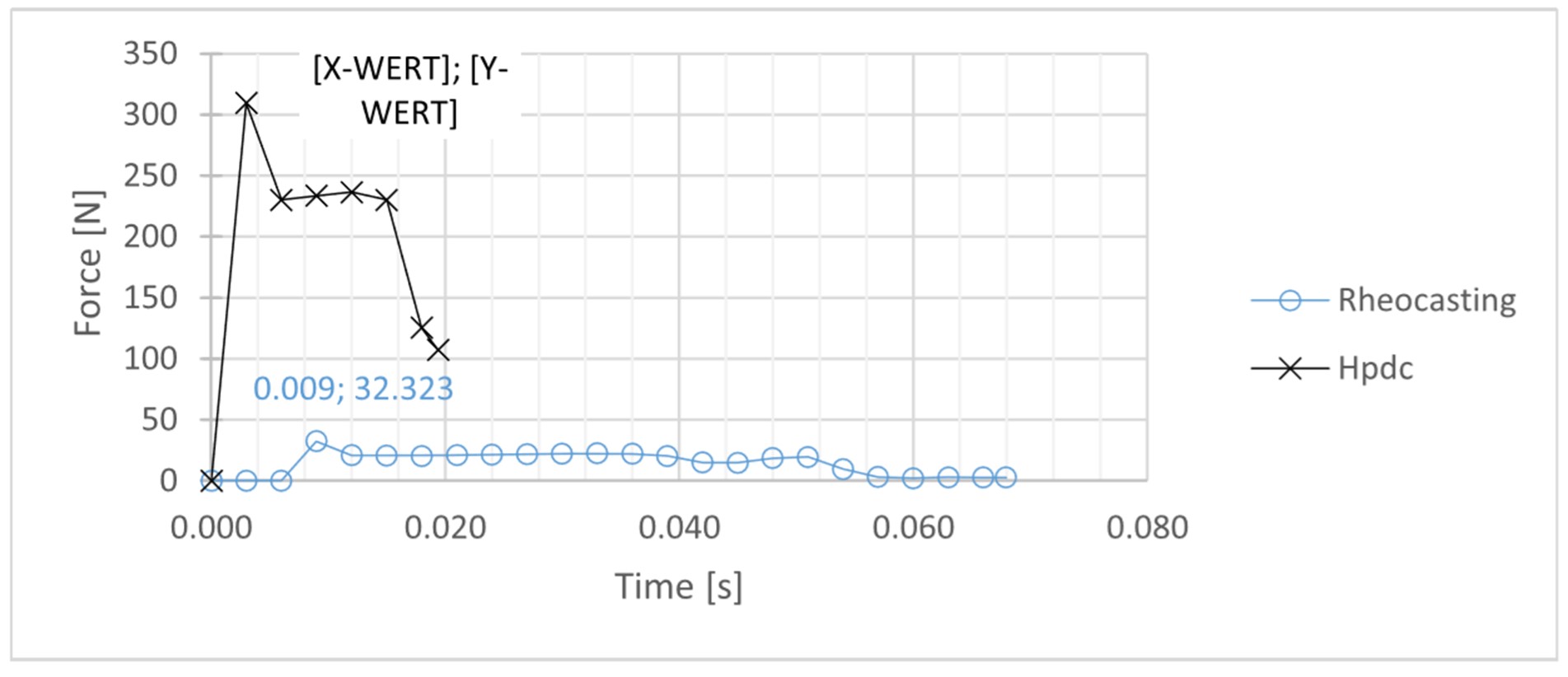
图9. 模拟充型过程熔体对盐芯的受力影响
4.3 最大法向应力理论预测充型过程中的型芯损坏
Rankine理论用于铸造过程中发生的真实三轴应力状态与文献中给出的拉伸试验值进行比较,这适用于预计会发生垂直于最大主应力的脆性断裂的材料,最大法向应力,称为最大主应力,发生在熔体的第一次冲击时,如图 10所示。浇口速度为6 m/s,流速约为15 m/s,应力最大为熔体撞击盐芯后立即出现的13 MPa,所用盐混合物的屈服强度约为11 MPa [10]。因此,可以假设在一般高压铸造过程中盐芯会破裂,裂纹发生在薄横截面区域芯的上侧,脆性断裂发生在垂直于芯纵轴的轻微偏转之后,熔体流动方向的计算位移为0.17 mm,如图11该结果与三点弯曲试验的结果相当。因此,在20°C 的盐芯温度下,盐芯中间测得的位移为0.172 mm,在 180°C的核心温度下为0.207 mm,使用半固体材料(fs =23%)和2 m/s的冲头速度进行另一次仿真运行,与传统压铸工艺参数相比,熔体撞击盐芯后的最大应力明显降低,如图12,盐芯下侧的最大应力约为2.3 MPa。应该注意的是,对于该模拟,假设盐芯材料是均匀的,并且在整个样品横截面中具有11 MPa的屈服强度。
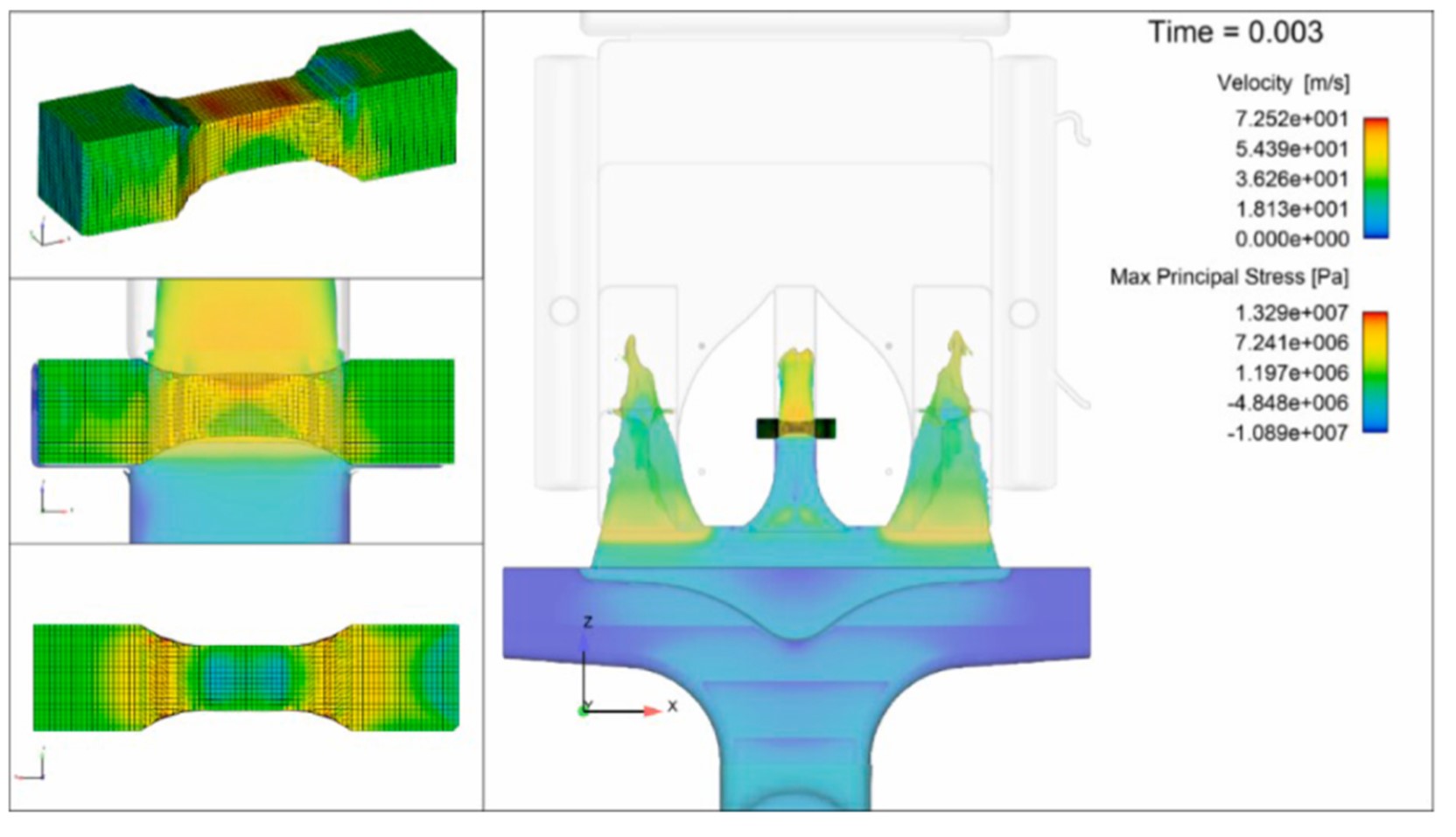
图10. 熔体第一次冲击时盐芯表面的应力状态,撞击前的流速为15 m/s,上芯侧的最大应力约为13 MPa,底部为4.8 MPa
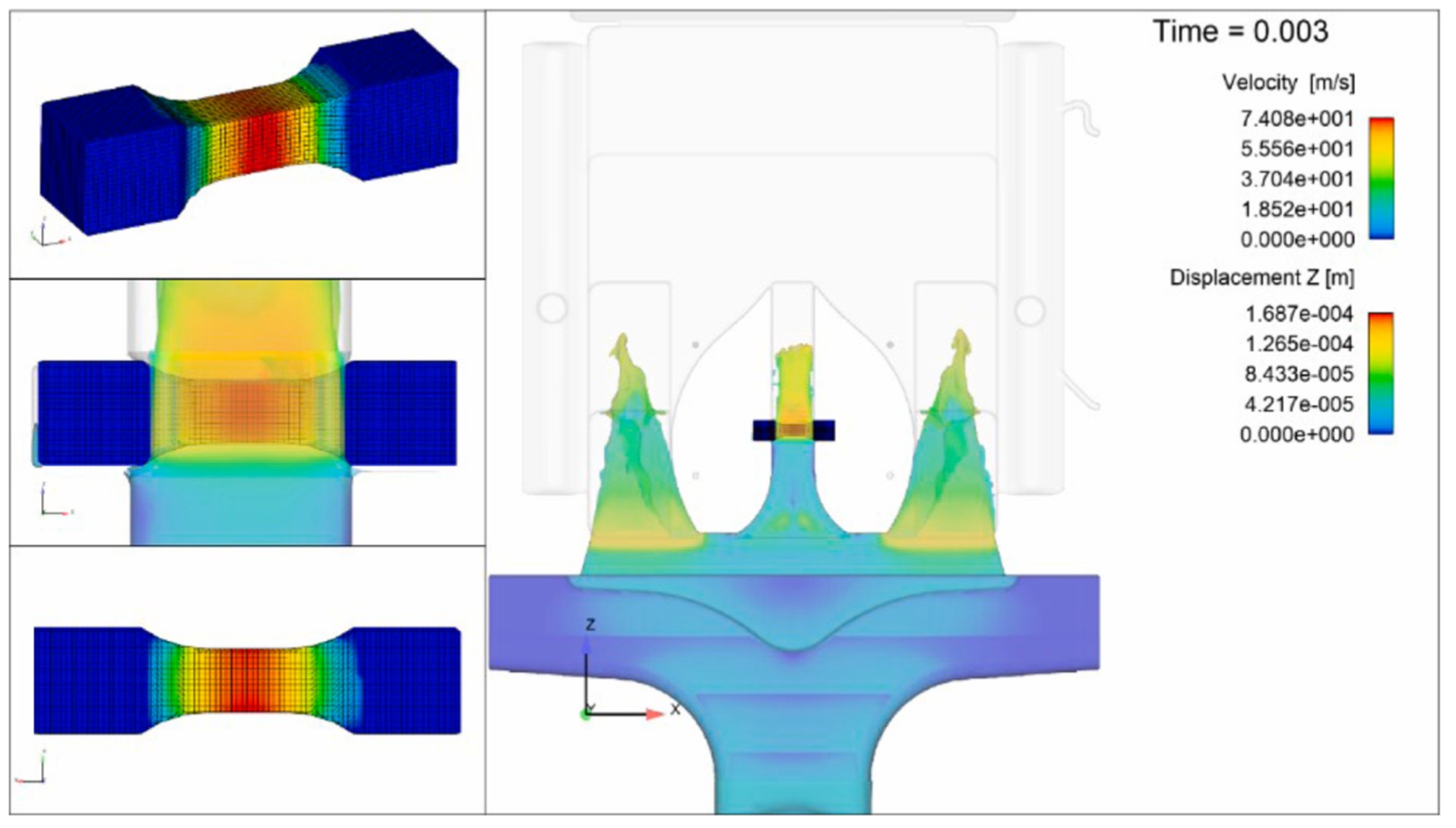
图11. 熔体第一次冲击时盐芯的变形,盐芯中间的位移在Z方向上接近0.17 mm
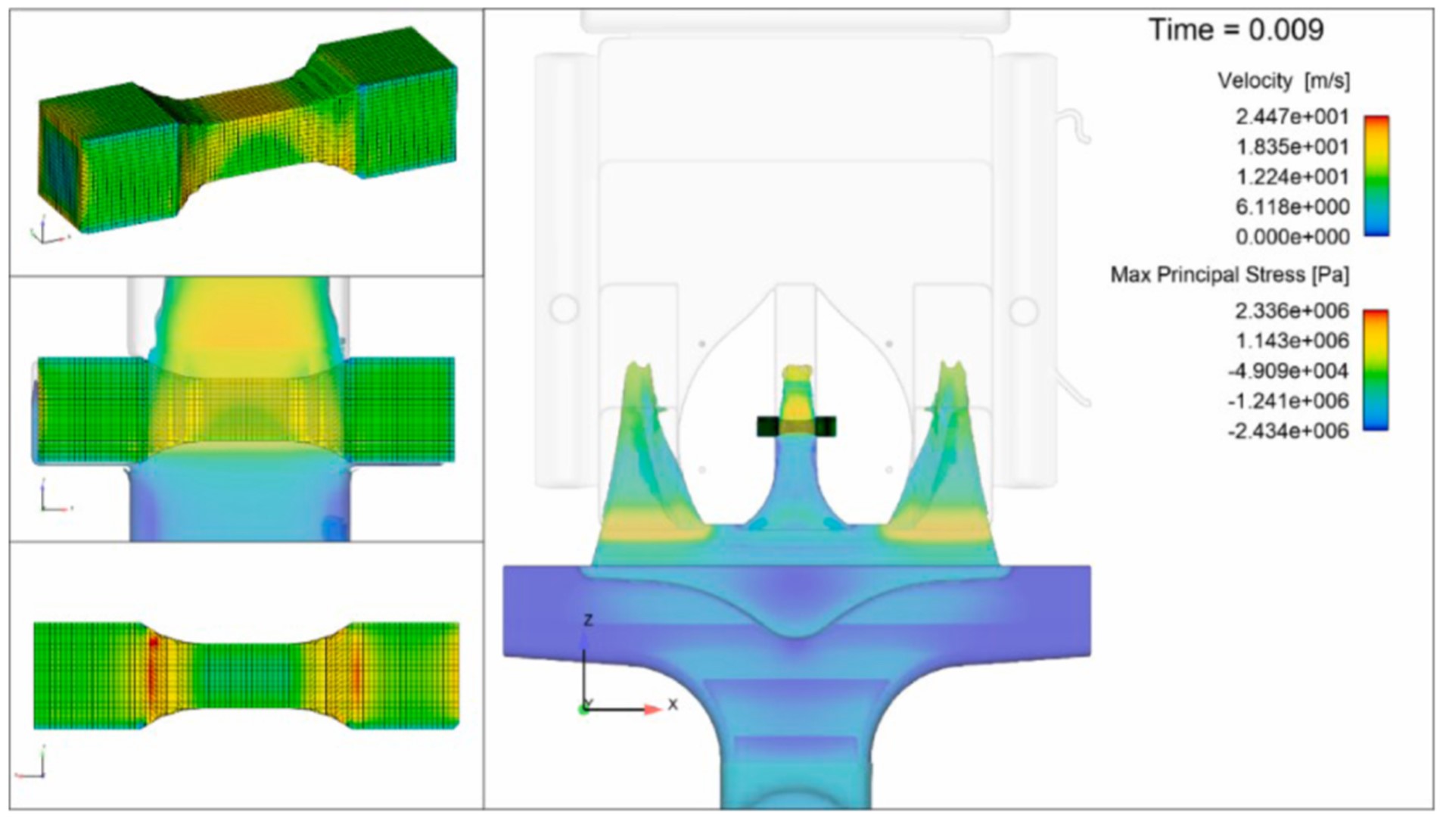
图12. 半固态熔体冲击后盐芯表面的应力状态,冲击前的流速为4.55 m/s,下芯侧的最大应力约为2.3 MPa
5. 结论
在本研究中,研究了采用一般参数的压铸和流变铸造参数的铝压铸盐芯的边界条件,通过仿真模型,评估了传统压铸以及改进压铸和半固态材料加工过程中的影响,FSI模拟结果表明,冲击熔体的载荷越高,冲头速度越快,熔体的流速越高,在6 m/s的冲头速度下,盐芯上侧的应力约为13 MPa。在2 m/s的冲头速度下,最大应力仅为2.3 MPa,具有给定盐混合物的铸造盐芯的屈服强度为11 MPa。因此,在传统压铸的高铸造速度下,很可能出现盐芯断裂,并且屈服强度可能会局部增加。流变参数显示盐芯负荷减少,并倾向于增加盐芯生存能力。后续需要进一步的研究来验证铸造实验室使用压铸和流变铸造试验进行的真实实验进行比对。
参考文献
[1] B. Nogowizin, Theorie Und Praxis des Druckgusses, Fachverlag Schiele&Sch¨on, Berlin, 2011.
[2] Jelínek, P.; Ad´amkov´a, E.: Lost Cores for High-Pressure Die Casting, Archives of Foundry Engineering, 14(2) 101–104, 2014, doi:10.2478/afe-2014-0045.
[3] B. Fuchs, Salzkerntechnologie Für Hohlgussbauteile im Druckguss, Cuvillier Verlag, PhD, Erlangen, Nürnberg, 2014.
[4] D. Pierri, C. Beck, Lost Core-Technologie – offen für alle, Chancen und Grundlagen des Verfahrens, In: Giesserei, Jg 103 (2016), 10/2016, DVS Media GmbH, Düsseldorf.
[5] J. Yaokawa, D. Miura, K. Anzai, Strength of Salt Core Composed of Alkali Carbonate and Alkali Chloride Mixtures Made by Casting Technique, Mater. Trans. 48 (5) (2007) 1034–1041.
[6] Schilling, A. et al.: Approach on simulation of solidification and shrinkage of gravity cast salt cores, Simulation Modelling Practice and Theory, 107, 102231, 2021, ISSN 1569-190X, doi:10.1016/j.simpat.2020.102231.
[7] Kohlst¨adt, S.; Vynnycky, M.; Goeke, S.: On the CFD Modelling of Slamming of the Metal Melt in High-Pressure Die Casting Involving Lost Cores, Metals 2021, 11 (1), 78, doi:10.3390/met11010078.
[8] Uggowitzer, P.J.; Gullo, G.; Wahlen, A.: Metallkundliche Aspekte bei der semi-solid Formgebung von Leichtmetallen, In: Vom Werkstoff zum Bauteil, ed. H. Kaufmann und P.J. Uggowitzer, LKR-Verlag Ranshofen, 95–107, 2000.
[9] P. Das, Rheological Characterization of Semi-Solid A356 Aluminium Alloy, In: Solid State Phenomena, Vols. 192-193, Trans Tech Publications, Switzerland, 2013, pp. 329–334.
[10] Fickel, P.: Hohl- und Verbundguss von Druckgussbauteilen – Numerische Auslegungsmethoden und experimentelle Verifikation, PhD, Stuttgart, 2017.
[11] R.K. Freier, Aqueous Solutions, Data Inorg. Org. Compd. 2 (1978). Supplements, Gruyter, Berlin.