使用FLOW-3D的低压铸造铝合金铸件充型过程卷气行为研究
1.东北大学材料科学与工程学院;2.华晨宝马汽车有限公司
摘要
使用FLOW-3D软件对3种不同结构的铸件进行低压铸造充型过程模拟,分析了增压速度和铸件结构对充型过程中卷气量的影响。由模拟结果分别选择卷气最严重和充型最平稳的两种结构来进行生产试做,并对其进行了拉伸试验研究,分析了卷气含量对力学性能的影响。
1.试验方法
主要观察铸件结构和增压速度对充型过程的影响,因此,设计了3种不同结构的简单模型,见图1。铸件的尺寸为280 mm×150 mm×30 mm,3个平板型铸件中心位置分别具有不同高度的下落式(waterfall)结构,其下落高度分别为0、15和30 mm,以此来考察下落式结构对铸件质量的影响。
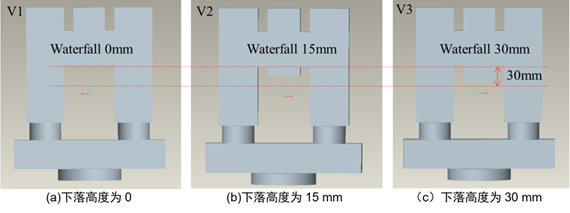
图1 具有3种不同下落式高度的模型
使用FLOW-3D软件,对3种不同模型和不同充型压力进行了模拟。应用软件中的卷气模型,对不同方案充型过程中的卷气量进行分析。具体方案的编号见表1

表1 不同模型和不同增压速度的方案编号
根据模拟结果,选取卷气量最大和最小的模型,进行生产试做。并对生产的铸件进行铸态力学性能分析,每个铸件取4个M6的拉伸式样,取样位置见图2,每种模型分析6个铸件,共24个拉伸样品,拉伸试验采用国际标准DIN EN ISO 6892-1。取力学性能最低的样品,用SEM进行断裂面分析,分析降低力学性能的根本原因。
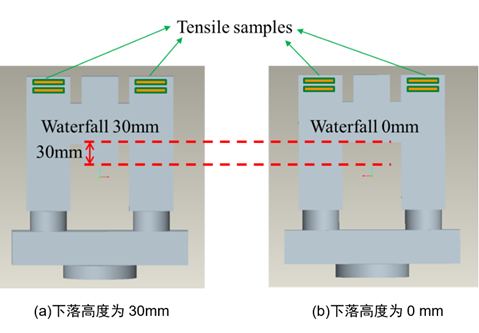
图2 拉伸试样取样位置示意图
2.试验结果与讨论
2.1 确定分型面
以V3.1方案为例,观察充型过程中的卷气的分布情况,如图3。可以看出,充型时间为2.9 s时,金属液平稳上升;当充型到3.6 s时,金属液进入下落(waterfall)区域,产生严重的湍流现象及严重的卷气;随着充型过程继续进行,下落区域产生的卷气会随着金属液的上升而随机分布到铸件中。
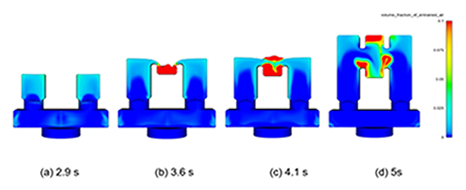
图3 充型过程卷气模拟结果
图4的仿真结果显示了不同模型在不同增压速度下充型完毕后的卷气分布情况,可以看出,模型V1的卷气较少,随着增压速度增加,卷气量略有提高。而模型V2和V3,无论增压速度增加与否,都有不同程度的卷气产生,并且分布情况有差别。
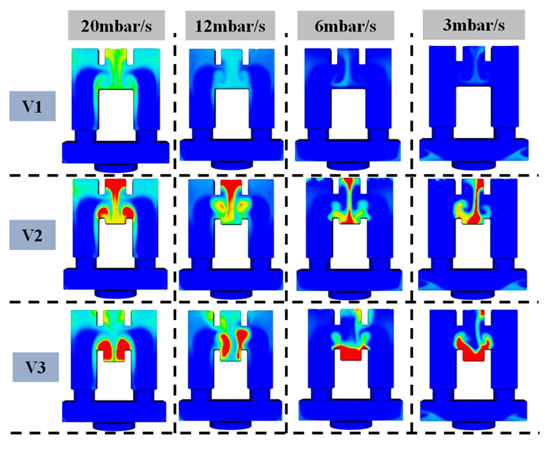
图4 不同方案的卷气模拟结果
为了明确增压速度和下落结构对卷气量影响的大小,对各个方案的卷气结果进行量化分析,将每种方案的卷气量从FLOW-3D中汇出,见图5。从卷气量化分析结果可以看出,铸件中的下落结构是影响卷气量的首要因素,当没有下落结构时,增压速度会影响卷气量。
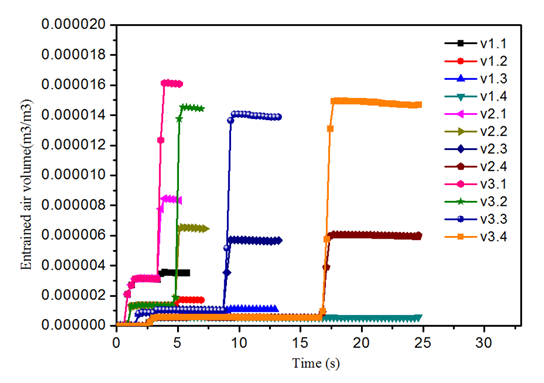
图5 研究流程图
2.2 实际铸件力学性能与断裂截面分析
针对V1模型和V3模型,采用同样的充型压力速度300 Pa/s,进行了生产试做,每种模型分别生产了12件,见图6,可见铸件质量良好,轮廓清晰,选取其中6件进行拉伸试棒加工。
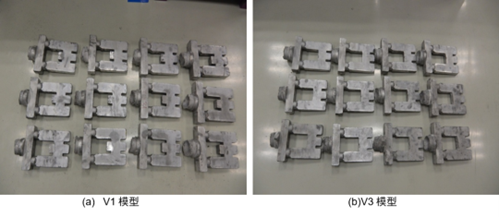
图6 实际生产的铸件
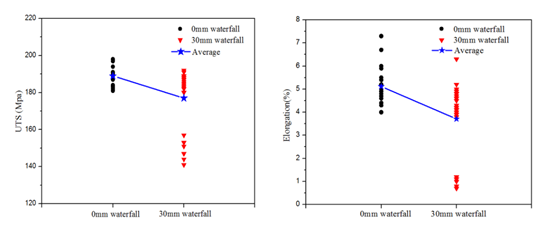
图7 铸件拉伸性能结果
通过拉伸试验可以得到铸件的抗拉强度和伸长率,见图7。可以看出,没有下落结构的铸件抗拉强度和伸长率比较稳定,其抗拉强度平均值为191MPa,伸长率的平均值可以达到5.3 %;而具有30 mm 下落结构的铸件抗拉强度和伸长率都出现了一些比较低的值。选取带有下落结构中抗拉强度低于160MPa的试样,对断裂截面进行SEM分析,见图8。可以看出,在断裂表面,存在较大的卷入型氧化皮缺陷,结合模拟结果分析,其主要原因为下落结构中产生了较为严重的卷气行为。
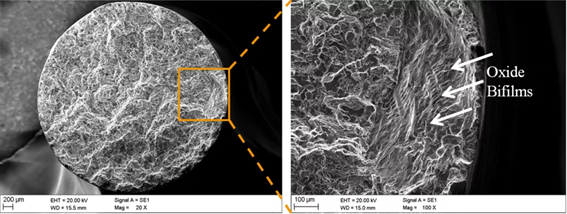
图8 断裂截面SEM分析结果
3. 结论
(1) 低压铸造充型过程中,下落式结构是产生卷气的主要原因,卷气量随着下落式结构的高度增加而增大。
(2) 铸件中如果存在下落式结构,将会产生湍流,氧化皮折迭,形成卷气缺陷,并且大大降低铸件的力学性能。