利用FLOW-3D进行多模腔的流道设计
一、绪论
在高压铸造中模具常会以一模多腔的方式来生产铸件,可以让整体的产能提高,所以流道的设计一直是压铸的关键因素,需根据模腔的体积来调整每个分流道的截面面积,确保每个模腔能够同时填充并且具有相同的填充时间,用户可通过计算机辅助仿真进行模具设计的评估,让设计者能够依据分析结果进行修改设计来提高铸件的质量。在这项研究中这个模拟分析包含了六个模腔,每个模腔的铸件都不相同(如图1所示),并搭配计算流体动力学(CFD)的方法研究流道系统的设计。
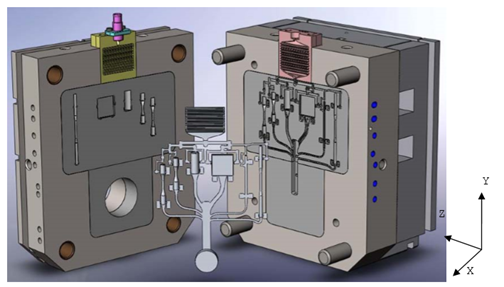
图1 模具与铸件
二、 原始设计
在这项研究中充填过程仿真是使用软件FLOW-3D CAST ,并将模具的实体模型(图1)转为STL,然后导入到FLOW-3D CAST中。为了准确模拟充填过程,整个模具和压室都包括在模拟中,冲头的速度为低速0.77m / s和高速1.55m / s,铸件材质是A380。
图2显示铸件的CAD设计和FLOW-3D模型中的模具剖面图,从这些图中可以看出有6个模腔,每个模腔都具有不同形状和体积,并搭配不同截面积的分流道来连接主流道。
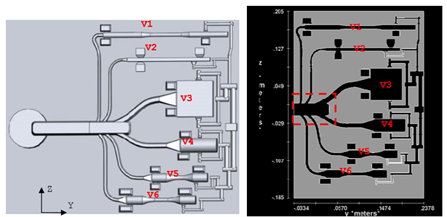
图2 铸件CAD设计与FLOW-3D CAST中的模具剖面图
图3显示原始设计四个不同时间点(0.011s(图3a)、0.013s(图3b)、0.015s(图3c)、0.017s(图3d))的充填状况,流体颜色以压力来进行表示,可观察充型过程中流道的压力变化。在第一时间点(图3a),熔体开始充填主流道。
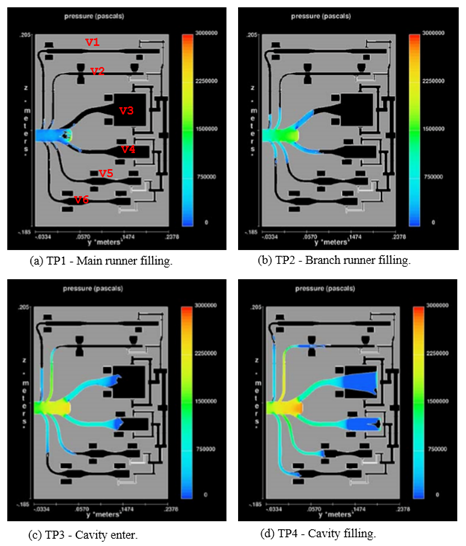
图3 原始设计的充填过程
在第二时间点(图3b)主流道充填之后,熔体开始充填分流道。由图中可看出充填过程是相当不均匀。靠近主流道端部的两个大分流道是以最快的速率进行充填,而位于最远的两个分流道是以最慢的速率充填。
在第三个时间点(图3c)熔体前端开始进入铸件模腔,这个时间点可看出这样的设计对于每个模腔的充填状况有很大的不同,当部分熔体开始填充中间的两个模腔(V3和V4)时,部分的熔体距离V1和V6的入口还很远,由这样的结果可看出V1和V6的流道是最后填充的。
第四个时间点(图3d)显示熔体充填模腔的过程,可由结果看出每个分流道的压力都不同,模腔V3和V4的分流道压力值较高,V1和V6 分流道压力值较低。
这些结果显示出要生产高质量的高压铸造零件模腔需要同时填充,每个分流道和模腔中的填充模式也应相似,并且避免主流道中有回流的情况。为了解决原始设计中的这些问题,绘制了一个改进的流道设计,并将模拟的结果与原来的进行比较。
三、流道修改设计
本研究提出一种修改的主流道设计(如图4所示)。主流道为阶梯状,每个分流道与主流道以小角度连接,其横截面积从流道的入口减小到流道的端部,如图4中的放大图。横截面面积是根据铸件模腔的体积与总模腔体积的比值而减小,入口处的横截面被选择为与原始设计相同(A1),接着是面积减小到A2的第二组分流道,A2 / A1 =(V2 + V3 + V4 + V5)/ V,其中V = V1 + V2 + V3 + V4 + V5 + V6。接下来的两个分流道截面积进一步减少到A3,A3 / A1 =(V3 + V4)/ V。除了横截面积的减小,主流道的端部也有改变,最右边的两个分流道直接地连接到主流道端部而不是侧面,因此主流道的端部就可移除。
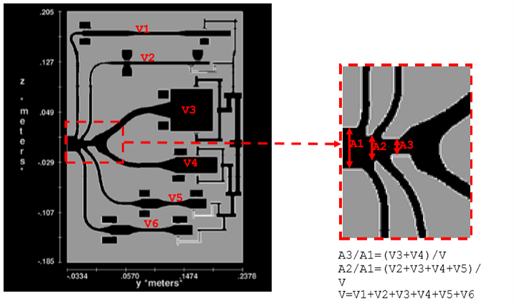
图4 修改流道设计图
分析结果如图5a(0.01s)、5b(0.013s)、5c(0.014s)、5d(0.017s),在第一个时间点(图5a)熔体充填主流道时,同时也流向各分流道,在第二个时间点(图5b)分流道以相似的速度充填并有相似的压力分布,在第三个时间点(图5c)熔体几乎在相同的时间点开始进入六个模腔,在第四个时间点(图5d)熔体以相似的速率填充并具有相似的压力分布。
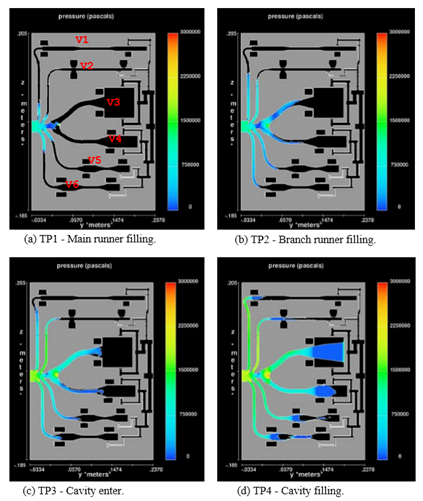
图5 修改设计的充填过程
对于原始设计,第一个充填完成的模腔(V3)和最后一个充填完成的模腔(V1)之间的充填时间的差为0.004秒,而修改设计的差值在0.001秒内,因此修改设计有明显的减小不同铸件的充填时间差异,这将有助于提升高压铸件的质量。
四、结论
在这项研究中利用计算流体动力学(CFD)方法来研究流道设计,通过具有六个模腔的高压铸造模具,来观看充填的影响性,比较两种流道设计,一种具有固定的横截面主流道,另一个具有阶梯状的主流道,截面积与模腔的体积成比例。仿真结果显示,分流道与主流道的连接会影响每个模腔的充填,阶梯状的主流道设计可改善充填,因为充填时间和压力分布都在具有不同体积的模腔间有很好地平衡,达到提升铸件质量的设计。