在铸钢件中砂芯发气的数值模拟
作者:L. Xue, M.C. Carter, A.V. Catalina, Z. Lin, C. Lin, C. Li, C. Qiu
来源:American Foundry Society
一、前言
在铸件中孔洞的形成主要是因为金属携带的氢气或氮气,在充型过程中卷入的气体及砂芯发气所产生的气体。对于目前预测铸件孔洞的分析软件大部分都是以卷气为主,由于砂芯发气的模拟涉及到复杂的物理模型,所以较难将砂芯发气建立在铸件分析中。但是如果不考虑砂芯发气对孔洞缺陷是不够完整的。
本文利用FLOW-3D CAST 软件来尝试预测砂芯发气的缺陷问题。此软件可进行砂芯发气的模拟,但砂芯发气的气体不会被加入在流体的计算中,故无法得知气体的位置,目前可搭配固相率来查看结果并推断可能发生砂芯发气造成的孔洞缺陷。
二、理论
铸造过程中涉及了各式各样的物理模型,像是流体力学、热传、凝固…等。在FLOW-3D CAST 中有使用了一些预测孔洞缺陷的功能在下方为各位介绍。
2.1 凝固模型
在软件中有两个凝固模型可以被用来预测金属收缩产生的缩孔。第一个模型是有关流体力学方程的系统,它的分析结果会考虑到金属的速度及压力来进行仿真,因此被称为流体动力学或是第一原理(FP)。第一原理(FP)是预测缩孔较精准的模式但每次的分析要涉及动量和热能的方程进行计算,所以计算的时间较长。
另一个模型是简化的收缩模型,它只考虑金属和模具的能量方程,没有考虑流体动力方程。这种模型的孔洞形成主要由金属冷却及重力影响作为计算,此模型被称为快速凝固收缩率模型(RSS),可以用来快速的分析铸件的孔洞。
2.2 缩松模型
当固相率达到一定的值时,对金属的枝晶组织开始产生影响,此时液体的压力是非常高的。对于缩松模型来说是假定在凝固的最终阶段微小孔洞的数值,另外在零流动的点上被称为刚性固相率或是临界固相率。
体积收缩(ΔV)是由元素密度变化中的质量守恒来进行计算
液、固相的混合密度为固相率的线性函数(fs)
其中,ρ𝑙𝑖𝑞是液相温度的密度(𝑓s= 0)、ρ𝑠𝑜𝑙是固相温度的密度(𝑓s= 1)。利用上述两种关系,在收缩体积Δ𝑆的变化,相对于固相率的变化,Δ𝑓s是
其中S是缩松的体积分数、𝑓𝑠是固相率
根据这个公式最大的缩孔可能为(ρ𝑠𝑜𝑙-ρ𝑙𝑖𝑞)/ρ𝑠𝑜𝑙,然而最大的缩松只发生在临界固相率以上的凝固
2.3 砂芯发气模型
在FLOW-3D CAST 中固体粘结剂的气体转换是由Arrhenius方程式方程而来:
其中ρb是固体粘结剂密度、Cb是分解速度常数、Eb是结合能、R是气体常数、T是砂芯温度
气体被视为是理想的并且具有特定的常数(Rcg),特定的气体常数可以从实验中推断,从标准的体积(Vstd)和粘结剂(mb),计算公式如下
砂芯气体流量的速度(ucg)计算公式如下
其中K是砂的渗透性、μcg是砂芯气体粘度、𝑝cg是砂芯气体压力
砂芯发气的密度须符合质量转换方程及理想气体的假设,计算公式如下
其中ρcg是核心气体密度,T是气体温度
三、模拟
在模拟中使用的铸件是一个冒口组件(如图1所示),使用的铸件材质为钢,浇注温度为1853K,铸件尺寸为0.715m x 0.22m x 0.235m,铸件重量为136.8公斤。
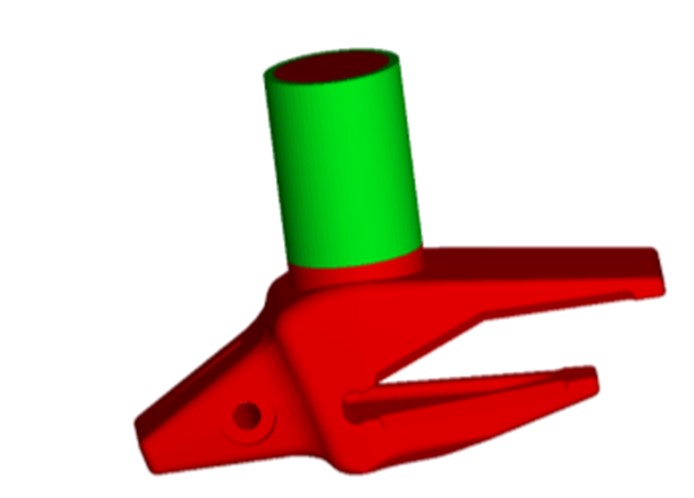
图1 模拟中使用的铸件
砂芯材质使用PUCB (Polyurethane Cold Box),砂芯砂粒直径为0.18mm、粘结剂的质量分数为1%,砂芯其他参数如表1所示,砂芯和模具有相同的热导率和密度x比热,如图2、图3所示。
表1 粘结剂和砂芯气体性质
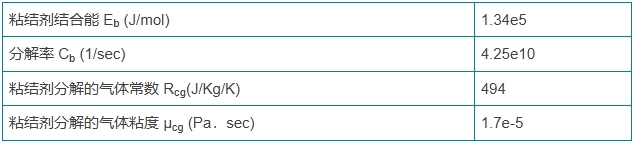
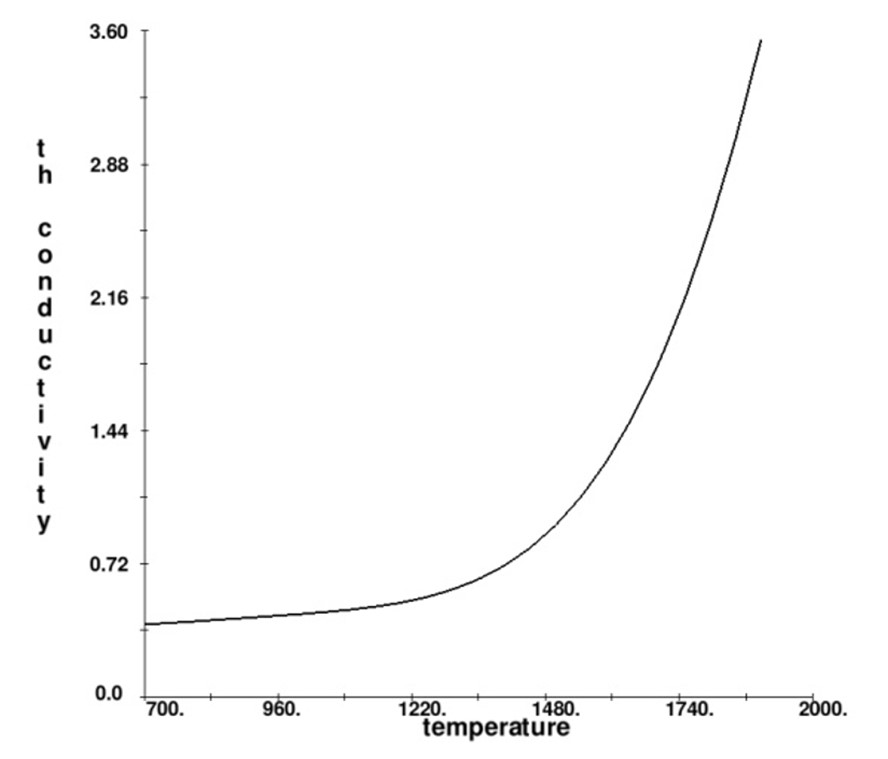
图2 模具和砂芯的热导率
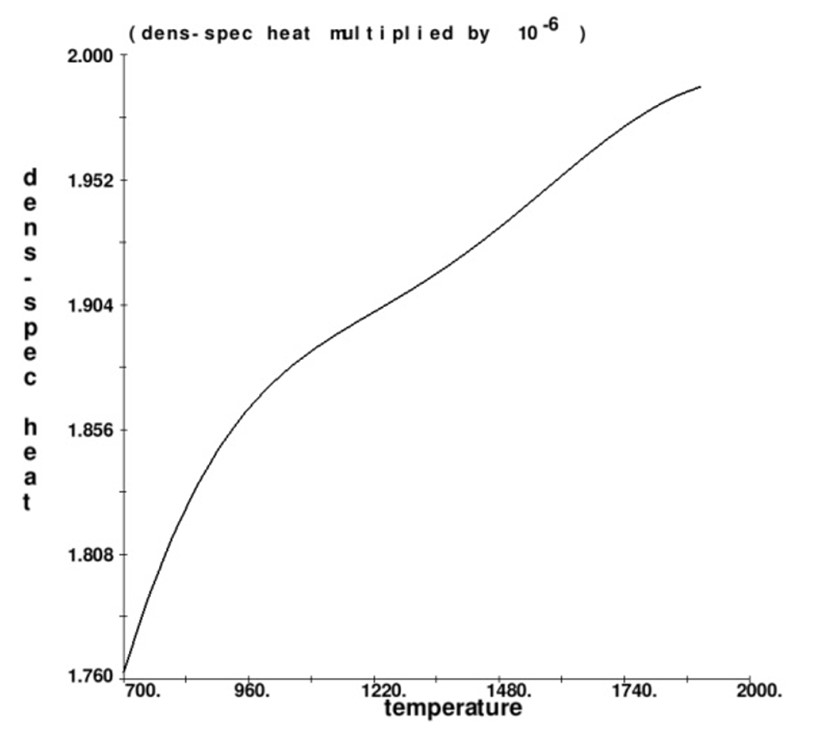
图3 模具和砂芯的密度x比热
网格区块大小为1.1m x 0.65m x 0.6m,分析结束条件设置为固相率等于1,一开始先使用快速凝固收缩率模型(RSS)进行分析确认参数,当参数确定后使用第一原理(FP)进行完整的凝固与砂芯发气的分析,将分析后的结果进行对比。
四、结果
在铸件中间的横截面有三个主要的孔洞缺陷,如图4(a)所示,由快速凝固收缩率模型(RSS)的缩松结果可以看出A区和B区有相同的缺陷存在,如图4(b),这个模型可以快速的找出缺陷位置。另外在第一原理(FP)有更良好的效果,如图4(c)所示。
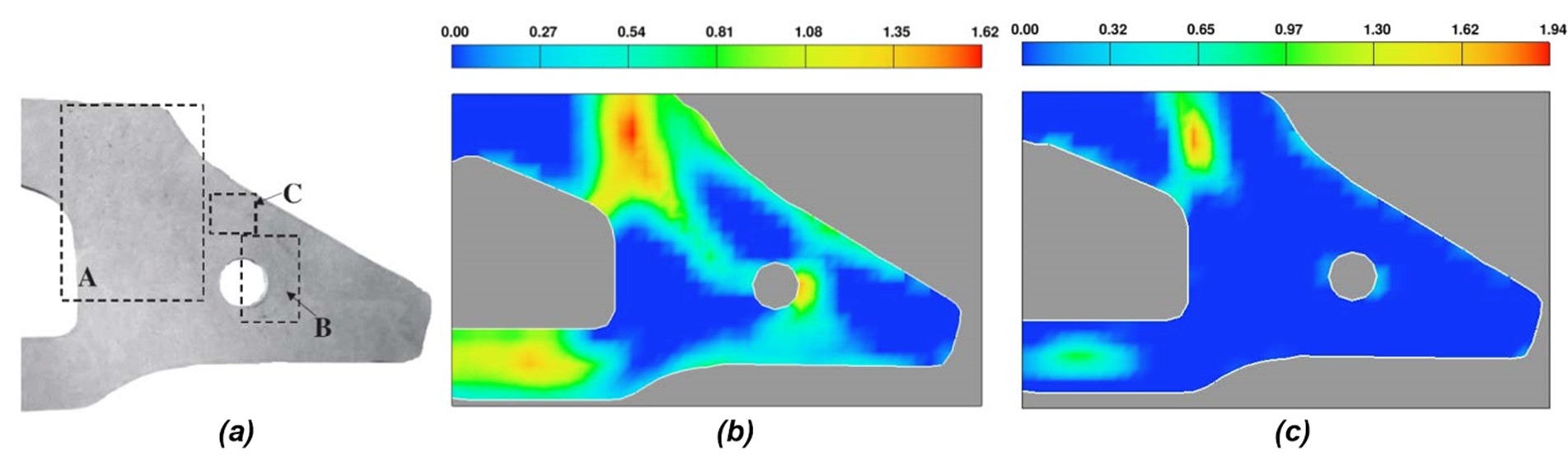
图4 铸件中截面的孔洞缺陷 (a)实验的铸件孔洞位置分布,(b) 快速凝固收缩率模型(RSS)的缩松分布,(c) 第一原理(FP) 的缩松分布
由图4(c)可看出第一原理(FP)正确的预测区域A和B的缩松结果,比快速凝固收缩率模型(RSS)的缩松更为准确,这是因为第一原理(FP)有考虑流体的流动,但是快速凝固收缩率模型(RSS)的缩松和(RSS)的缩松都没有预测到区域C的孔洞缺陷。在区域C的孔洞缺陷可能来自砂芯的发气,为了验证这样的说法通过凝固的固相率及砂芯发气的结果进行比较,如图5、图6所示。
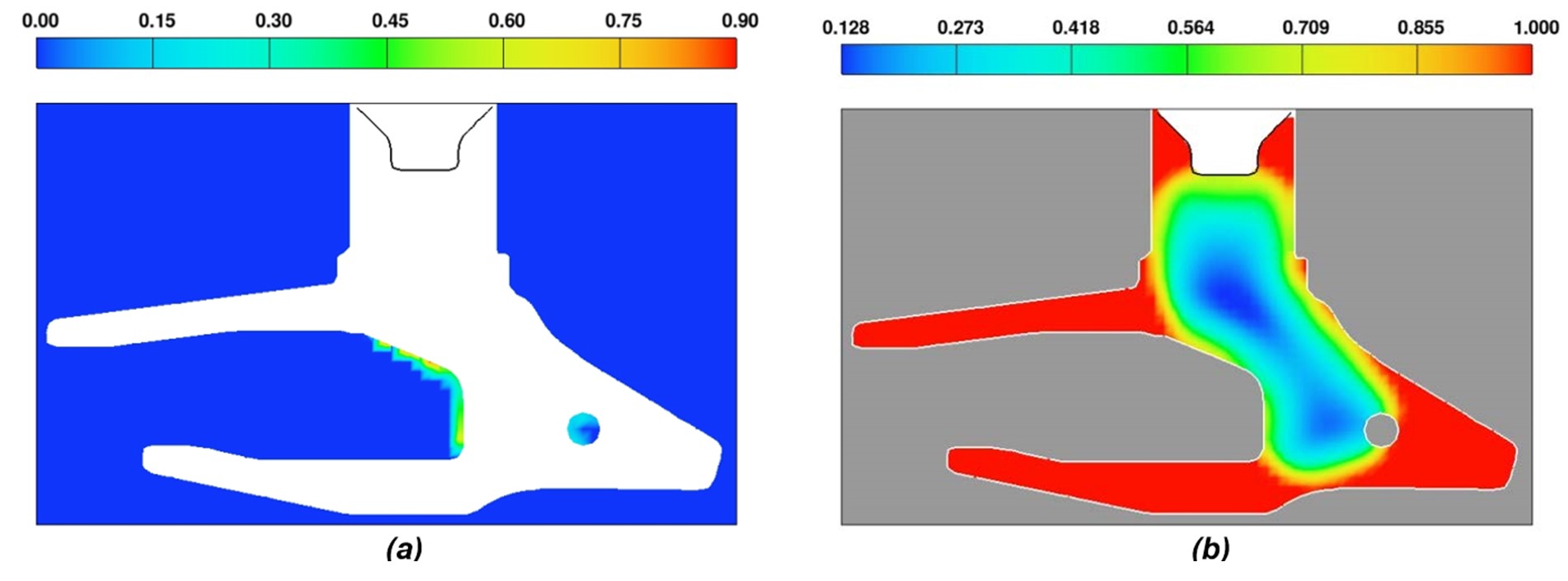
图5 砂芯发气与金属固相率在t=1337秒的比较 (a)砂芯发气分布图,(b)金属固相率
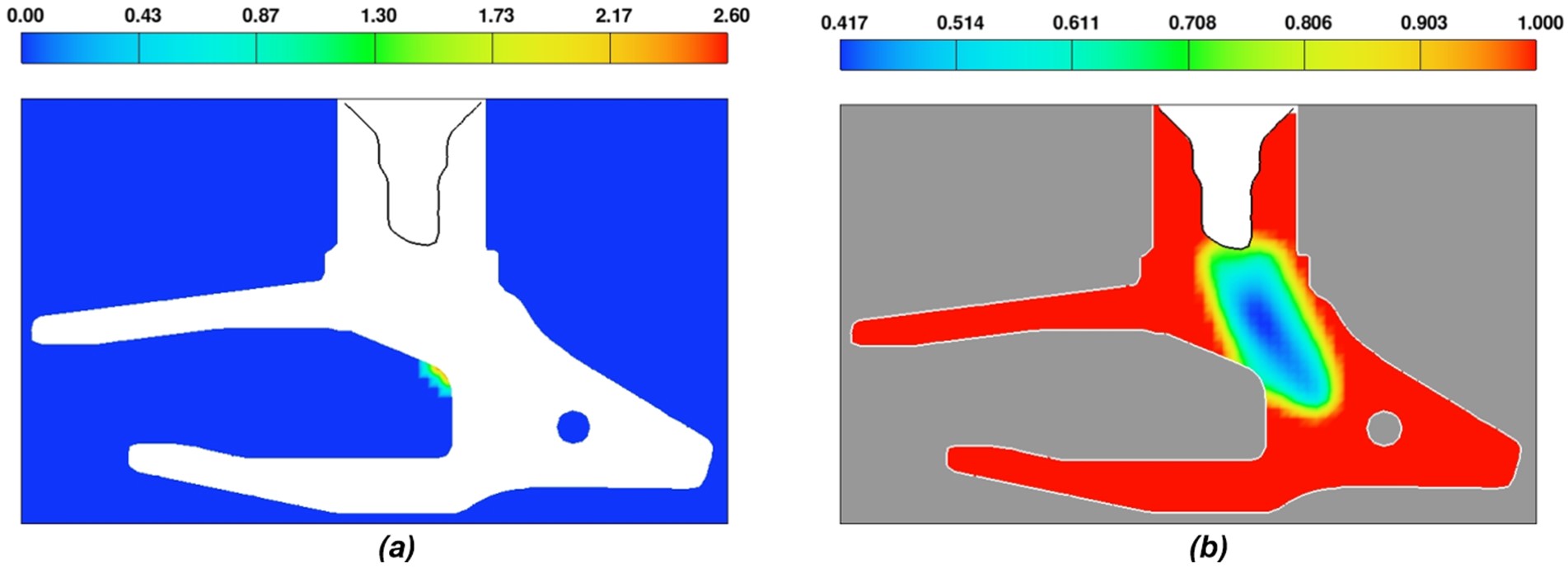
图6砂芯发气与金属固相率在t=2065秒的比较 (a)砂芯发气分布图,(b)金属固相率
由于砂芯中的气体压力高会排出砂芯进入金属中,金属在冷却时会将排气通道封死造成气体无法顺利排出,形成铸件中有孔洞缺陷,由图5可发现砂芯发气的气体会被困住造成区域C的缺陷,由图6可发现砂芯发气的气体会被困住造成区域A的缺陷,故区域A的孔洞缺陷可能来自凝固时的缩松及砂芯发气造成的孔洞。
五、结论
砂芯发气的气泡被困在金属中是造成铸件孔洞缺陷的主要原因之一,在预测铸件孔洞缺陷时,如果不考虑砂芯发气会使预测的结果不够完整,在本文中没有考虑砂芯发气的对比时,会遗漏某些因砂芯发气造成的缺陷区域,通过砂芯发气与凝固的固相率可以找出因砂芯发气造成的缺陷位置。在这项研究中使用的软件FLOW-3D CAST 是一个功能强大的工具,可以用来预测砂芯发气的问题,让用户不用进行试验就能够快速的设计和了解修改后的变化。