应用FLOW-3D于重力铸造之进料区域卷气及气孔位置仿真
作者: Andreas Buchholz

创立于 1903 年的 Hydro Aluminum, 是全世界最大的高纯铝生产公司,也是全世界第三大的综合铝制品生产公司,公司总人数达三万六千人,在全世界四十个国家均设有办事处。本文应用 FLOW-3D ,讨论在重力铸造过程中,进料区域的卷气形成原因。
重力铸造制程是一种常用的铸造制程


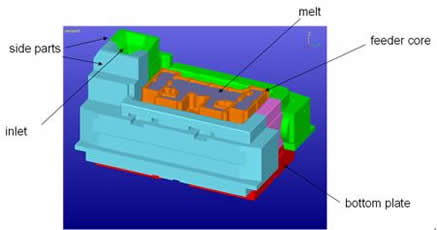
典型的重力铸造模具
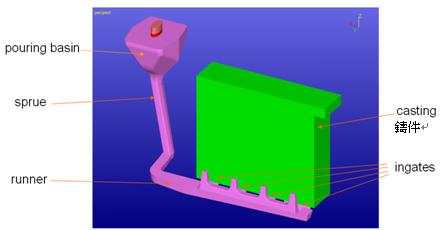
进料系统设计
设计A

进料系统有两种常见的设计,设计A以及设计B
设计B

结果
现有问题描述:无论是设计 A or 设计 B ,在浇口位置都会发生气孔
铸件发生缩孔的原因
上述四种缩孔的解决方法检讨
影响卷入气体的原因探讨 -1
1.如果浇道以及内浇口的位置压力比大气压力大,不可能从分模线吸入气体。
2. 如果内浇口位置的流速相 ,在每个内浇口位置应该会均匀的产生气泡。
浇口区域的流动速度分布
浇道系统的压力变化
影响卷入气体的原因探讨 -2
分析结果
浇浇口设计 A , 气泡尺寸 0.5mm, 完全耦合

浇口设计 A, 气泡尺寸 0.8mm, 完全耦合
浇口设计 B, 气泡尺寸 0.3mm, 完全耦合

浇口设计 B, 气泡尺寸 0.3mm, 部分耦合

浇口设计 B, 气泡尺寸 0.5mm, 完全耦合

浇口设计 B, 气泡尺寸 0.8mm, 完全耦合
