电子开关的制造:压铸件的设计以及仿真方案
作者:马克利特(Mark Littler of Littler Diecast Corporation)
利特压铸集团(Littler Diecast Corporation)为一个航天设备上的电子开关进行设计,并且打算以压铸制程制作。当设计完成交给另外一家制造厂进行量产时,铸件成品的品质发生了严重的问题,铸件需要重新设计,以减少废品率。Littler Diecast 以 FLOW-3D 进行仿真方案设计,希望从仿真结果中找出铸件发生品质不良的原因,协助客户解决这个棘手的问题。
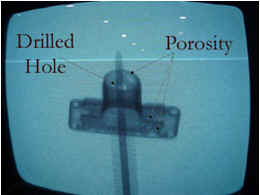
X-ray of original part, showing porosity problems.
问题点的判断判断
这个电子开关的材料为 Al-380,尺寸大约是1 ?” x 1” x 1/2” 。 Littler Diecast 发现缩孔的位置主要位于两个区域,分别是中央平板的区域以及圆筒的区域。这个结果经过客户以 X-Ray 测试验证确认。缩孔形成的主要原因来自于金属的流动方式。金属融汤从图一的浇口位置进入,喷溅到铸件的底部再形成回包的现象。减入空气后,由于金属固化的速度相当快,该位置发生铸不满现象。在圆筒处的问题发生原因与平板位置相同。流体会先充填离浇口位置最远处再形成回包卷气,卷入的空气无法从分模面上排出。
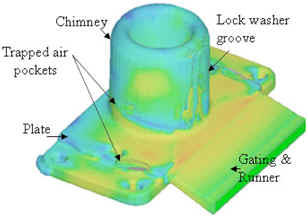
图一, 原始设计,采用单一浇口。流体的颜色代表速度的大小
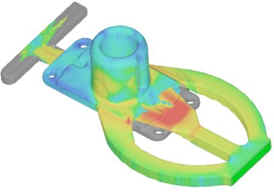
图二, 最后的设计采用三个浇口,流体的颜色代表速度的大小
原始设计
原始设计中还有其他的问题,在电子开关的垫圈设计周围发生了严重的泄漏现象,主要原因在于原始设计的溢料井太小,导致夹杂氧化膜的金属融汤无法被完全的排出模穴。
利用 FLOW-3D, Littler Diecast 重新分析该铸件的流动状况,并且找出问题发生的主要原因。由于铸件尺寸不大,过快的冷却速度会造成铸件太早固化。因此,设计人员希望最后填入模穴的金属融汤能够以较高的温度进入模穴,让金属融汤可以充分填满模穴并且进行保压。在这种考量下, Littler Diecast 测试了多种铸造方案设计,希望能够减少问题发生的可能性,加大成形窗口。
最后的设计
在经过三次主要的设计变更后,铸件的品质得到大幅的改善。首先,浇口以急流道系统重新设计,让金属融汤能够以三个浇口进入模穴,另外还加大了溢料井,这样的设计可以改善金属回包卷气的现象。让最热的金属融汤最后进入模穴,并且藉由仿真结果调整了流道以及浇口的位置,大幅度改善了中央圆孔的卷气现象。
这个新设计同样减少了模具被金属融汤侵蚀的现象。圆孔中心并且采用入子设计,让模具的维护更加容易,减少了维修的时间以及费用。在新模具制造前,以仿真的结果进行充分的讨论并且进行设计修改,这比模具设计错误后再解决问题简单的多,而且节省时间成本以及模具的修改费用。
铸件品质验证
在新的量产模具进行试模后, Littler Diecast 以短射件,X-rays 以及破坏性测试重新检验铸件品质。短射件显示新的充填系统与设计时的仿真结果效果一致,在 X-rays 的检查下缩孔的问题也解决了,破坏测试也确认了在结晶结构中并没有发现任何空孔。这个铸件在FLOW-3D 的應用下徹底解决问题。